
Обработка материала
Термообработка стали 40 х 13 – это процедура, которая во многом определяет наличие положительных характеристик у сплава. После прохождения этого этапа, материал состоит из таких частиц, как карбиды, мартенситы, остаточные аустениты. Если во время температура будет превышать 1050 градусов по Цельсию, то будет образовываться больше аустенитных частиц. Это приведет к тому, что твердость стали 40х13 будет снижаться. Если понизить температуру плавки металла до 450-550 градусов по Цельсию, то можно получить такой эффект, как вторичная твердость. Это происходит из-за того, что при такой температуре начинает выделяться вещество, которое называется мелкодисперсным карбидом.

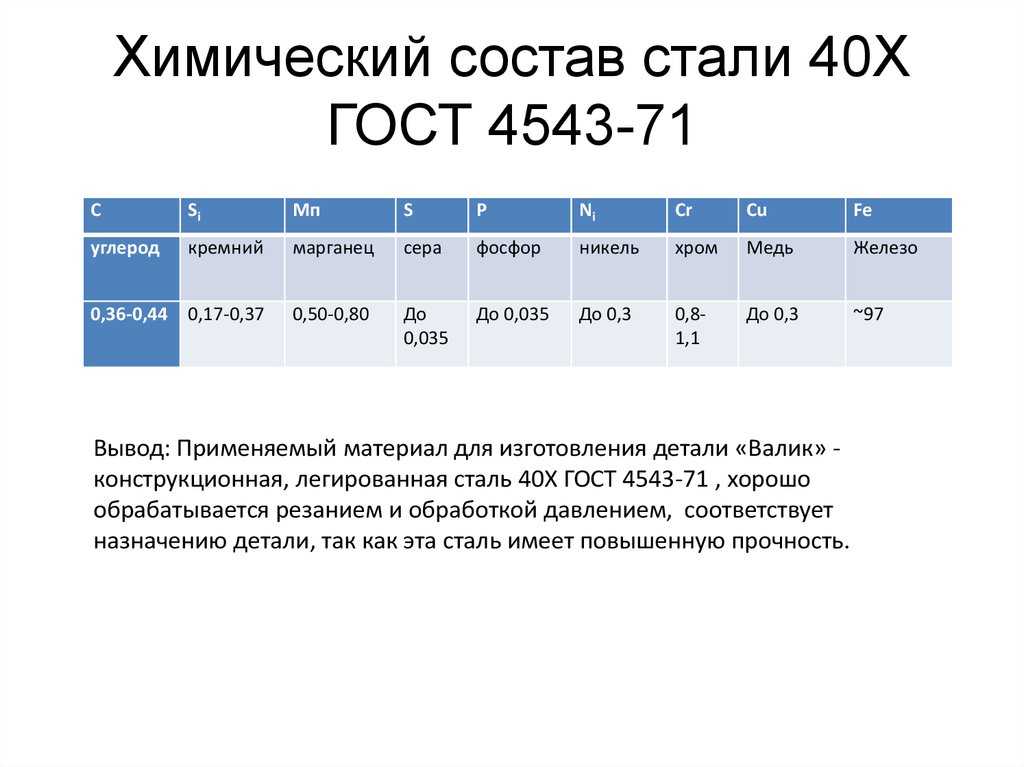
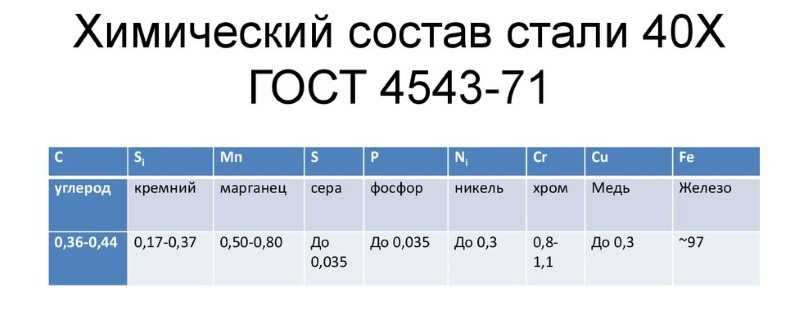
Химический состав стали
Основные показатели химического состава Стали 40Х оговорены в её маркировке – от 0,36 до 0,44%, а буква Х означает присутствие легирующего элемента – хрома, доля которого в составе от 0,8 до 1,1%. Ниже приведён полный состав:
- железо (Fe) – до 97%;
- кремний (Si) – от 0,17 до 0,37%;
- марганец (Mn) – от 0,5 до 0,8%;
- никель (Ni) – до 0,3%;
- сера (S) – до 0,035%;
- фосфор (P) – до 0,035%;
- хром (Cr) – от 0,8 до 1,1%;
- медь (Cu) – lдо 0,3%;
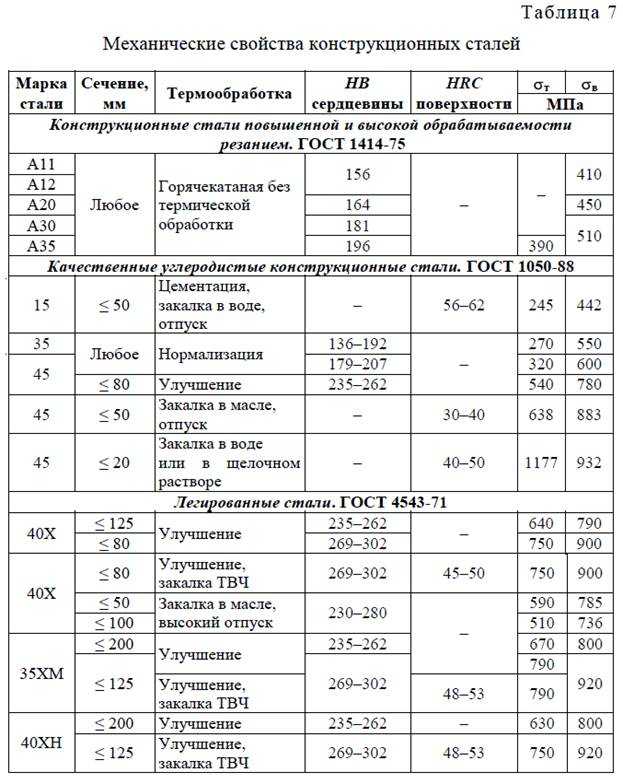
Существующие ГОСТы на Сталь 40Х
Ввиду большого разнообразия существующего проката и заготовок из Стали 40Х, качество и характеристики всего выпускаемого ассортимента регламентируются следующими ГОСТами:
- круг Саль 40Х ГОСТ 2590-2006 (ГОСТ 2590-88) круг (пруток) стальной горячекатаный;
- круг Сталь 40Х ГОСТ 7417-75 круг (пруток) калиброванный;
- круг Сталь 40Х ГОСТ 14955-77 круг (пруток) со специальной отделкой поверхности (серебрянка);
- шестигранник Сталь 40Х ГОСТ 2879-2006 (ГОСТ 2879-88) шестигранник горячекатаный;
- шестигранник Сталь 40Х ГОСТ 8560-78 шестигранник калиброванный;
- лист Сталь 40Х ГОСТ 19903-74 прокат листовой горячекатаный;
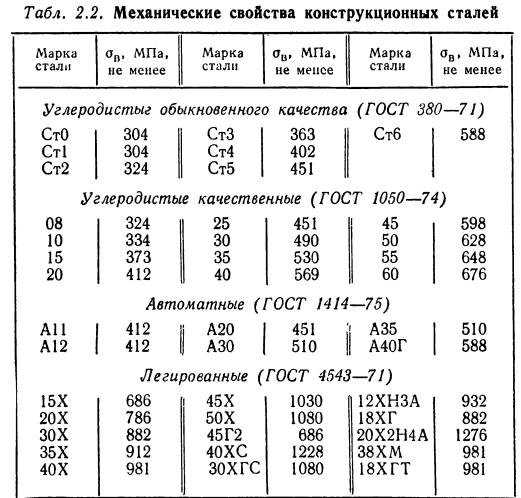
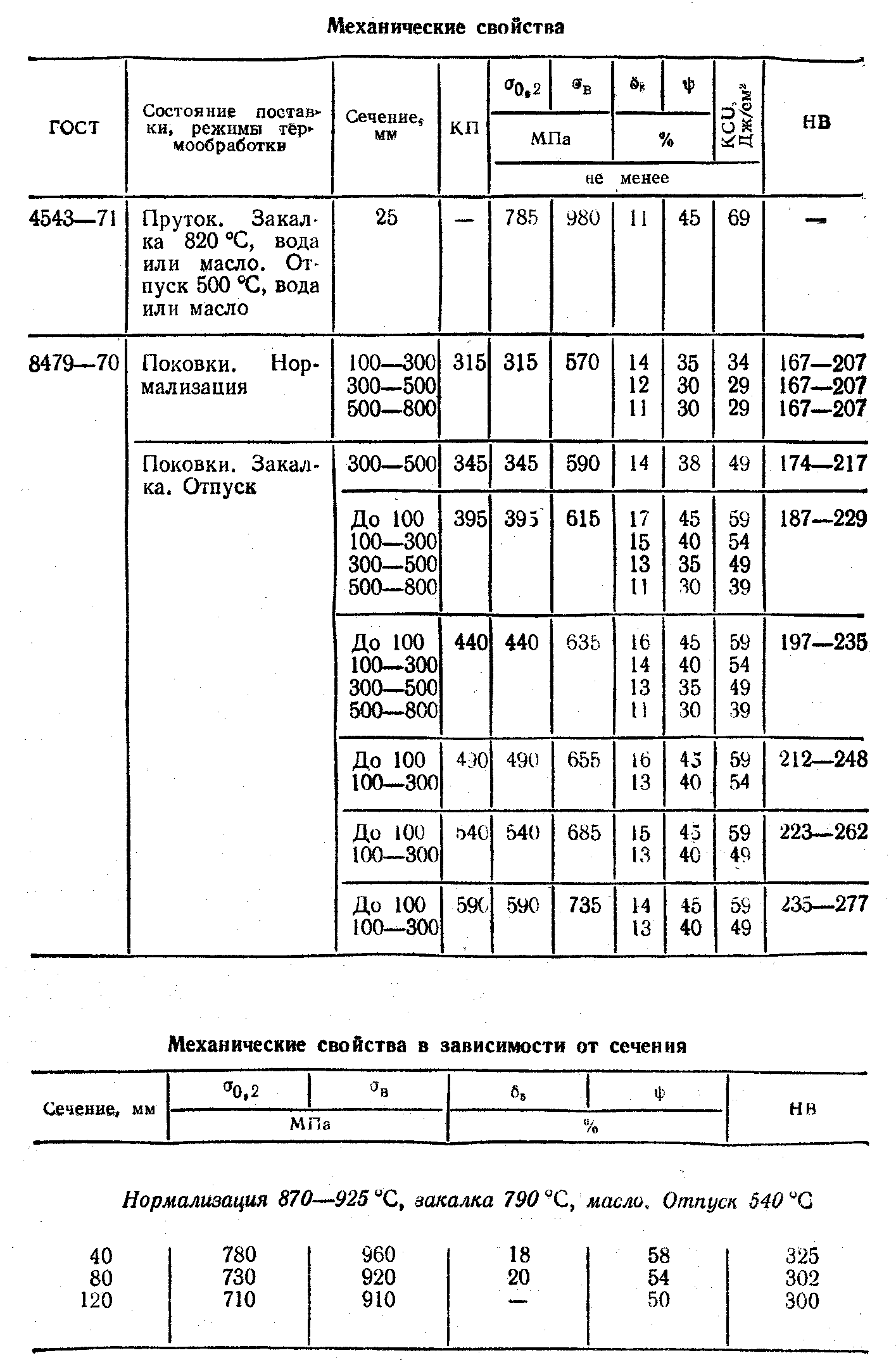
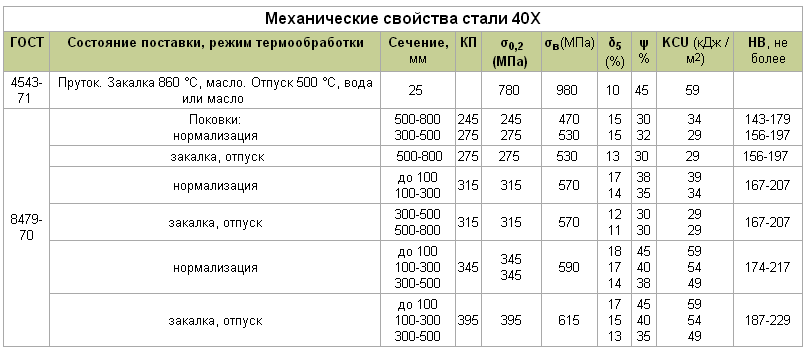
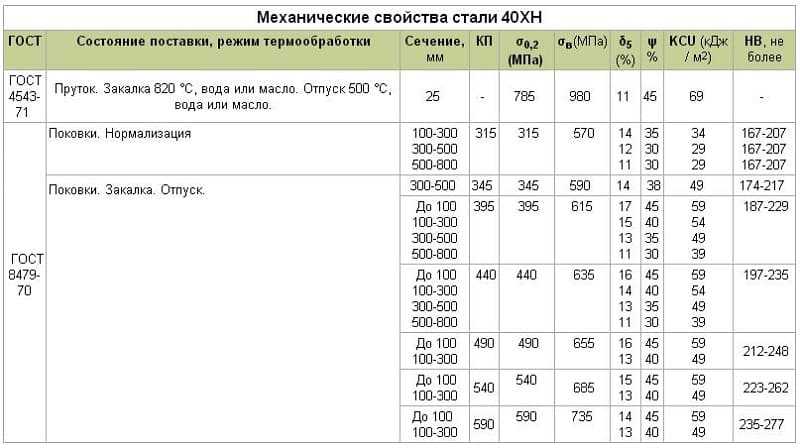
Сталь 40Х. Механические свойства
| ГОСТ | Состояние поставки, режим термообработки | Сечение, мм | КП | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м2) | НВ, не более |
| 4543-71 | Пруток. Закалка 860 °С, масло. Отпуск 500 °С, вода или масло | 25 | 780 | 980 | 10 | 45 | 59 | ||
| 8479-70 | Поковки: | 500-800 | 245 | 245 | 470 | 15 | 30 | 34 | 143-179 |
| нормализация | 300-500 | 275 | 275 | 530 | 15 | 32 | 29 | 156-197 | |
| закалка, отпуск | 500-800 | 275 | 275 | 530 | 13 | 30 | 29 | 156-197 | |
| нормализация | до 100 | 315 | 315 | 570 | 17 | 38 | 39 | 167-207 | |
| 100-300 | 14 | 35 | 34 | ||||||
| закалка, отпуск | 300-500 | 315 | 315 | 570 | 12 | 30 | 29 | 167-207 | |
| 500-800 | 11 | 30 | 29 | ||||||
| нормализация | до 100 | 345 | 345 | 590 | 18 | 45 | 59 | 174-217 | |
| 100-300 | 345 | 17 | 40 | 54 | |||||
| 300-500 | 14 | 38 | 49 | ||||||
| закалка, отпуск | до 100 | 395 | 395 | 615 | 17 | 45 | 59 | 187-229 | |
| 100-300 | 15 | 40 | 54 | ||||||
| 300-500 | 13 | 35 | 49 |
Механические свойства в зависимости от сечения
| Сечение, мм | σ0,2 (МПа) | σв(МПа) | δ4 (%) | ψ % | KCU (кДж / м2) | HB |
| Закалка 840-860 °С, вода, масло. Отпуск 580-650 °С, вода, воздух. | ||||||
| 101-200 | 490 | 655 | 15 | 45 | 59 | 212-248 |
| 201-300 | 440 | 635 | 14 | 40 | 54 | 197-235 |
| 301-500 | 345 | 590 | 14 | 38 | 49 | 174-217 |
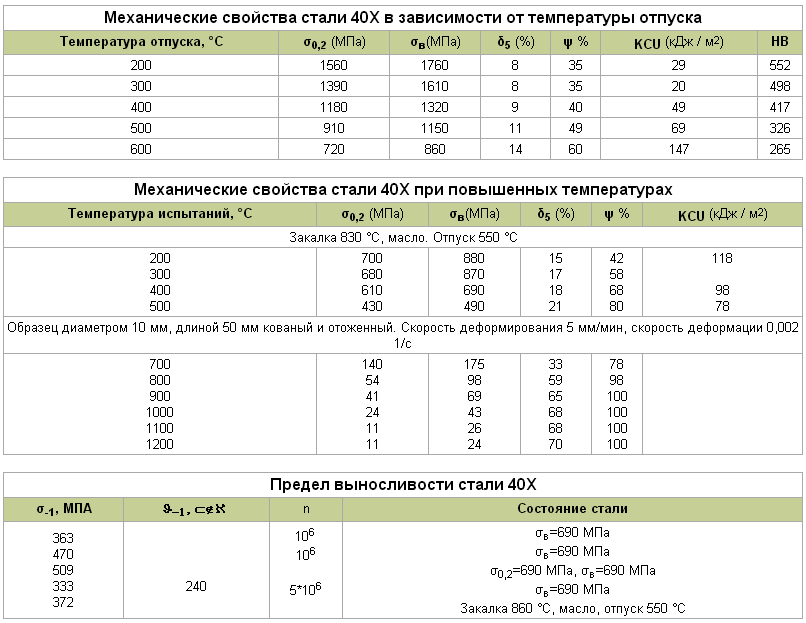
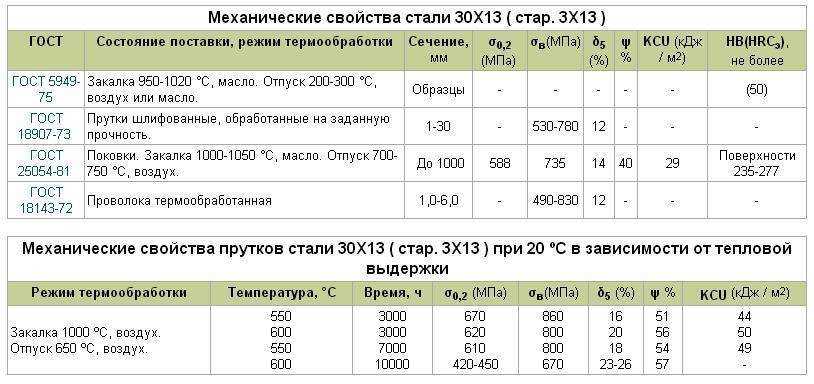
Механические свойства Стали 40Х в зависимости от температуры отпуска
| Температура отпуска, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м2) | HB |
| 200 | 1560 | 1760 | 8 | 35 | 29 | 552 |
| 300 | 1390 | 1610 | 8 | 35 | 20 | 498 |
| 400 | 1180 | 1320 | 9 | 40 | 49 | 417 |
| 500 | 910 | 1150 | 11 | 49 | 69 | 326 |
| 600 | 720 | 860 | 14 | 60 | 147 | 265 |
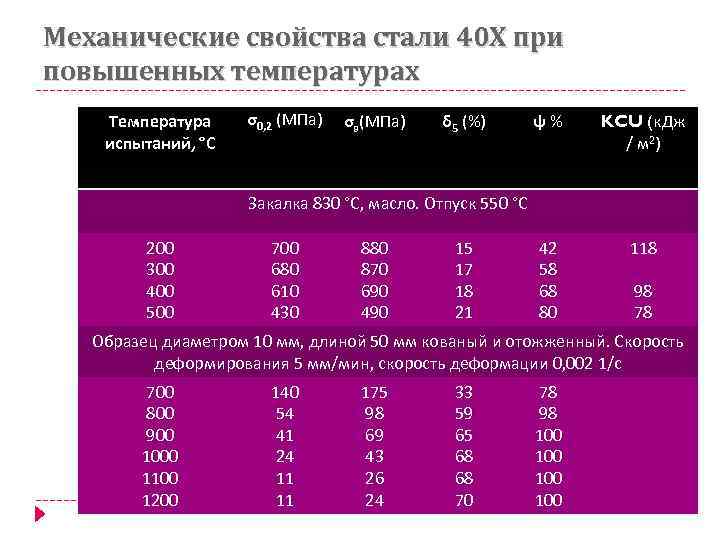
Механические свойства при повышенных температурах
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м2) |
| Закалка 830 °С, масло. Отпуск 550 °С | |||||
| 200 | 700 | 880 | 15 | 42 | 118 |
| 300 | 680 | 870 | 17 | 58 | |
| 400 | 610 | 690 | 18 | 68 | 98 |
| 500 | 430 | 490 | 21 | 80 | 78 |
| Образец диаметром 10 мм, длиной 50 мм кованый и отожжённый. Скорость деформирования 5 мм/мин, скорость деформации 0,002 1/с | |||||
| 700 | 140 | 175 | 33 | 78 | — |
| 800 | 54 | 98 | 59 | 98 | |
| 900 | 41 | 69 | 65 | 100 | |
| 1000 | 24 | 43 | 68 | 100 | |
| 1100 | 11 | 26 | 68 | 100 | |
| 1200 | 11 | 24 | 70 | 100 |
Предел выносливости
| σ-1, МПА | J-1, мПа | n | Состояние стали |
| 363 | 240 | 106 | σв=690 МПа |
| 470 | 106 | σв=690 МПа | |
| 509 | 5*106 | σ0,2=690 МПа, σв=690 МПа | |
| 333 | σв=690 МПа | ||
| 372 | Закалка 860 °С, масло, отпуск 550 °С |
Ударная вязкость Стали 40Х KCU (Дж/см.кв.)
| Т= +20 °С | Т= -25 °С | Т= -40 °С | Т= -70 °С | Термообработка |
| 160 | 148 | 107 | 85 | Закалка 850 °С, масло, отпуск 650 °С |
| 91 | 82 | 54 | Закалка 850 °С, масло, отпуск 580 °С |
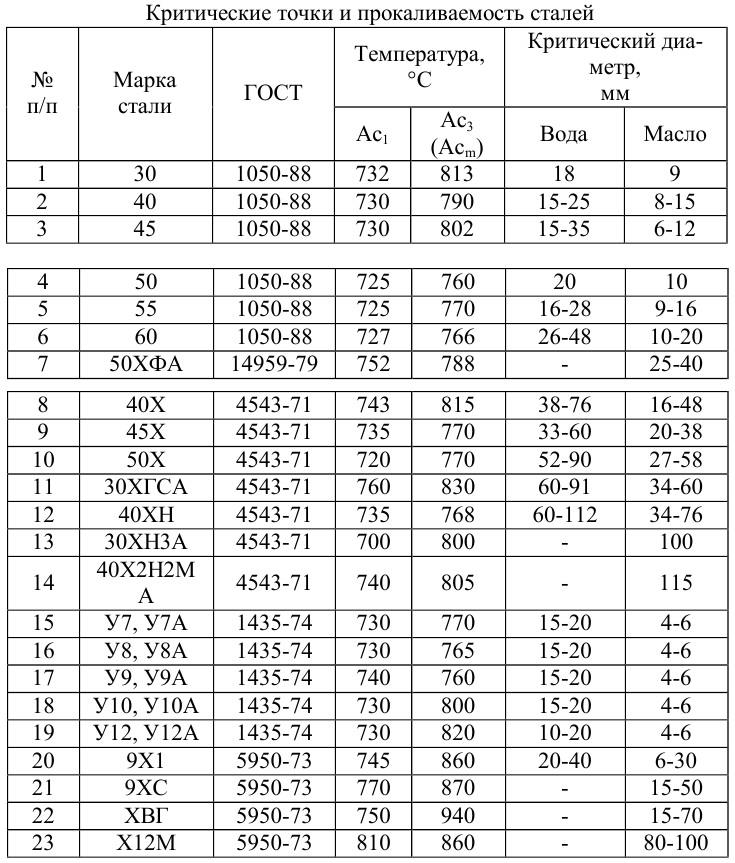
Прокаливаемость стали по ГОСТ 4543-71
| Расстояние от торца, мм | Примечание | |||||||||
| 1,5 | 4,5 | 6 | 7,5 | 10,5 | 13,5 | 16,5 | 19,5 | 24 | 30 | Закалка 860 °С |
| 20,5-60,5 | 48-59 | 45-57,5 | 39,5-57 | 35-53,5 | 31,5-50,5 | 28,5-46 | 27-42,5 | 24,5-39,5 | 22-37,5 | Твердость для полос прокаливаемости, HRC |
Физические свойства Стали 40Х
| T (Град) | E 10- 5 (МПа) | a 10 6 (1/Град) | l (Вт/(м·град)) | r (кг/м3) | C (Дж/(кг·град)) | R 10 9 (Ом·м) |
| 20 | 2,14 | 7820 | 210 | |||
| 100 | 2,11 | 11,9 | 46 | 7800 | 466 | 285 |
| 200 | 2,06 | 12,5 | 42.7 | 7770 | 508 | 346 |
| 300 | 2,03 | 13,2 | 42.3 | 7740 | 529 | 425 |
| 400 | 1,85 | 13,8 | 38.5 | 7700 | 563 | 528 |
| 500 | 1,76 | 14,1 | 35.6 | 7670 | 592 | 642 |
| 600 | 1,64 | 14,4 | 31.9 | 7630 | 622 | 780 |
| 700 | 1,43 | 14,6 | 28,8 | 7590 | 634 | 936 |
| 800 | 1,32 | 26 | 7610 | 664 | 1100 | |
| 900 | 26,7 | 7560 | 1140 | |||
| 1000 | 28 | 7510 | 1170 | |||
| 1100 | 28,8 | 7470 | 120 | |||
| 1200 | 7430 | 1230 |
Расшифровка сокращённых обозначений
временное сопротивление разрыву (предел прочности при растяжении), МПа
предел текучести условный, МПа
относительное удлинение после разрыва, %
предел текучести при сжатии, МПа
предел кратковременной прочности, МПа
ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см2
предел пропорциональности (предел текучести для остаточной деформации), МПа
твердость по Роквеллу, шкала С
твердость по Роквеллу, шкала В
относительная осадка при появлении первой трещины, %
предел прочности при кручении, максимальное касательное напряжение, МПа
предел прочности при изгибе, МПа
Образцы продукции из стали 40Х
Ниже приводим образцы некоторой продукции, изготавливаемой нашей организацией из стали 40Х.
Входной вал-шестерня редуктора РМ-650»>
Структурные изменения металла
При нагревании конструкционной специальной стали 45 до аустенитного уровня, происходит изменение состояния структурной решетки железа с переходом из объемно-центрированной в гранецентрированную структуру. Осуществляется перемещение углерода входящего в перлит и представляющего собой мельчайшие кристаллы Fe3C (цементита) в гранецентрированную измененную решетку железа.
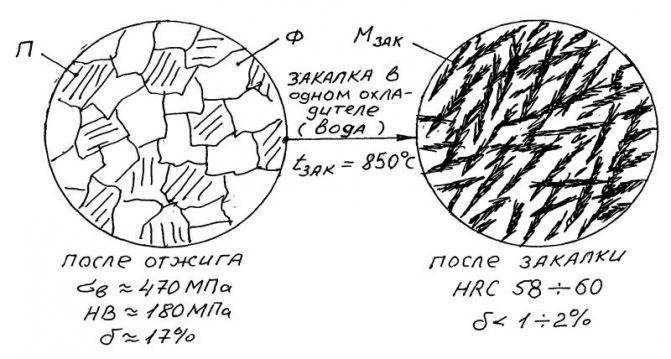
Структура стали 45 после отжига и закалки
В ходе охлаждения происходит быстрое снижение температуры обрабатываемой стали, но из-за замедления скорости перемещения атомов углерода они остаются внедренными в новую решетку железа, образуя твердую пересыщенную структуру, имеющую внутреннее напряжение. Решетка преобразуется в тетрагональную с ориентацией в одном направлении.
Происходит образование игольчатых мелких структур имеющих название мартенсит. Данный вид кристаллов придает металлу высокую прочность, твердость и улучшенные характеристики. Происходит образование одновременно двух видов кристаллов аустенита и мартенсита, которые воздействуют друг, на друга создавая внутреннее избыточное напряжение. При активном влиянии на металл внешних сил происходит взаимная компенсация двух видов кристаллов, придавая структуре прочность.
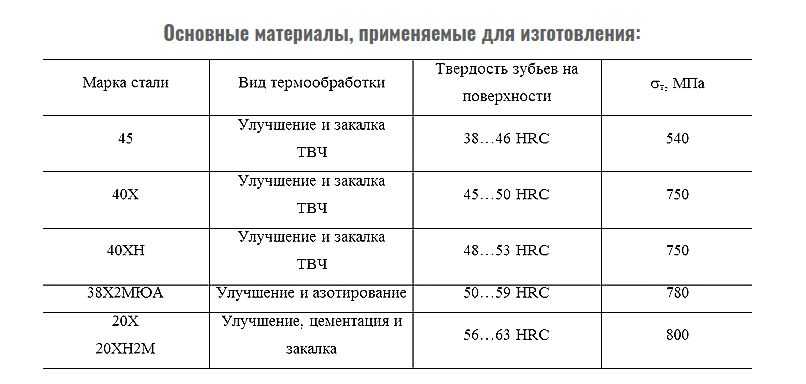
Методы закалки стали 40х и их особенности: виды и технология проведения
В процессе изготовления различных металлоконструкций металл подвергается процедурам, в число которых входит и термообработка
Очень важно грамотно подойти к проведению этой операции, выполнив требования технологии, что позволит придать конечному изделию улучшенные механические свойства
Эта тема является довольно обширной и включает довольно большое количество важных вопросов. Однако нам хотелось бы рассмотреть особенности процедуры закалки стали, ее применение и технологию. Возможно, поначалу возникает впечатление, что термообработка является довольно сложной процедурой, однако при более тщательном ознакомлении становится ясно, что все обстоит совсем не так.



Немного общих сведений
Под закалкой понимается процедура, во время которой изменяется кристаллическая решетка стали и ее сплавов, за счет чего удается добиться поддержания критической температуры, причем последняя выбирается для определенного материала в индивидуальном порядке. Обычно по достижении требуемого температурного уровня заготовка подвергается резкому охлаждению. Для выполнения этого этапа используют воду или масло.
Важным моментом является то, что в отношении инструментальных сталей выполняют неполную закалку. В основе лежит нагрев до температуры, при которой удается вызвать появление избыточных фаз. Ряд иных марок сталей требует проведения полной закалки. Их нагревают до отметки, превышающей на 50 градусов температуру, которую выдерживают при неполной закалке. В случае обработки цветных металлов нет необходимости доводить термообработку до полиморфного превращения, а вот для стали полиморфное превращение является обязательным требованием.
Снятие закалки
В соответствии с технологией, при охлаждении изделия обязательно должен быть проведён отпуск. Его целью является повышение пластичности и снижение хрупкости материала
В то же время важно обеспечить неизменную прочность заготовки. Эта задача решается путем выдерживания изделия в печи, нагретой до температуры от 150 до 650 градусов, где она постепенно остывает. Принято выделять три типа отпусков:
Принято выделять три типа отпусков:
- Низкотемпературный. Основной здесь эффект сводится к приданию обрабатываемой заготовке повышенных характеристик износостойкости. При этом такая сталь лучше переносит динамические нагрузки. Сама процедура обработки проходит при температуре 260 градусов. Подобный тип отпуска проводится в отношении изделий, выполненных из низколегированных и углеродистых сталей.
- Среднетемпературный. Для его проведения выдерживается температура в пределах от 350 до 500 градусов. Обычно его применяют в отношении пружин, рессоров, штампов и пр. Эффект от подобного отпуска заключается в повышении упругости и выносливости изделия.
- Высокотемпературный. Его проводят в условиях температуры 500 и 680 градусов. Подобная обработка позволяет придать изделию более высокую прочность и пластичность. Этой процедуре обычно подвергают детали, которые будут в дальнейшем испытывать значительные нагрузки.
Закалка стали в домашних условиях
Бывают ситуации, когда домашний мастер сталкивается с проблемой повышения прочностных характеристик бытового инструмента. Причем для решения этой задачи нет необходимости обращаться к специалистам, поскольку он сам может все сделать самостоятельно. Справиться с этой задачей можно, обладая минимум оборудования и знаний.
Рассмотрим более подробно ситуацию на топоре. Если рассматривается инструмент советского производства, то можно не сомневаться в его высоком качестве изготовления. В то же время подобного нельзя сказать об изделиях, которые продаются сегодня. Если присутствуют признаки заминания или выкрашивания, то из этого можно сделать вывод о нарушении требований технологии закалки. Однако в силах каждого мастера исправить эту ситуацию.
Первое, что нужно сделать — разжечь костер с углями. Желательно довести его до такого состояния, чтобы угли имели как можно более белый цвет. Так можно будет понять, что они нагрелись до максимально высокой температуры. Помимо этого, нам понадобятся две емкости. В первую мы нальем масло, в качестве которого можно использовать обычное машинное. Другой же резервуар следует наполнить чистой холодной водой.
Применение
Из-за низкой теплостойкости и твёрдости в качестве охотничьих или бытовых ножей 40Х не используется. Однако находит широкое применение при изготовлении метательных ножей и дротиков. Поскольку этот вид инструмента характеризуется особенной формой заточки кромки, имеет значение высокая прочность материала и его способность хорошо противостоять ударным нагрузкам. Кроме того, она легко полируется, поэтому изделия могут быть оперативно восстановлены до своего прежнего состояния.
На предприятиях российской промышленности из данной стали производят валы, оси, зубчатые колёса и шестерни, и другую продукцию аналогичного назначения.
Подробно о нагреве металла
Если следовать технологии, то закалка металла требует проведения 3 этапов:
- Нагрев стали;
- Выдержка. Благодаря выполнению этой операции удается довести до конца все структурные превращения и обеспечить выполнение сквозного прогрева;
- Охлаждение.
Если приходится иметь дело с конструкциями, выполненными из углеродистых сталей, то их закалку проводят в камерных печах. Особенностью этой процедуры является отсутствие необходимости в предварительном подогреве. Это связано со способностью материала прекрасно переносить такие неприятные явления, как коробление и растрескивание. Если необходимо закаливать такие сложные конструкции, как резкие переходы и тонкие грани, то здесь без предварительного подогрева не обойтись. Подобная процедура может быть выполнена двумя способами:
- С использованием соляных печей, в которые заготовку нужно погрузить на 3-4 секунды в три приема;
- При помощи отдельных печей, в которых следует создать температурный режим 400- 500 градусов Цельсия.
Важным моментом закалки металла является то, что эта процедура должна проводиться при равномерном нагреве. Бывает так, что в течение одного приема такую задачу невозможно решить. В этом случае следует выдержать условия для проведения сквозного прогрева
Особое внимание следует уделить количеству изделий, которые планируется закаливать. С увеличением их количества необходимо увеличивать длительность их прогрева. Скажем, если закалке будет подвергаться дисковая фреза, имеющая диаметр 2,4 см, то ее необходимо нагревать в течение 13 минут
Если подобной обработке планируется подвергать десяток аналогичных изделий, то время нагрева должно быть увеличено до 18 минут
Скажем, если закалке будет подвергаться дисковая фреза, имеющая диаметр 2,4 см, то ее необходимо нагревать в течение 13 минут. Если подобной обработке планируется подвергать десяток аналогичных изделий, то время нагрева должно быть увеличено до 18 минут.
Способы обработки
Рассматриваемая сталь подвергается двум основным видам обработки: термической и механической. Термообработка стали 40х13 применяется для придания ей соответствующих технологических свойств. Механическая – для создания требуемой формы, решения поставленных технических задач.
Подобный металл специалисты относят к той категории материалов, которые при проведении термической обработки требуют определённого специфического подхода. Именно этот вид обработки придаёт требуемые свойства.

Сталь 40х13 в печи для закаливания
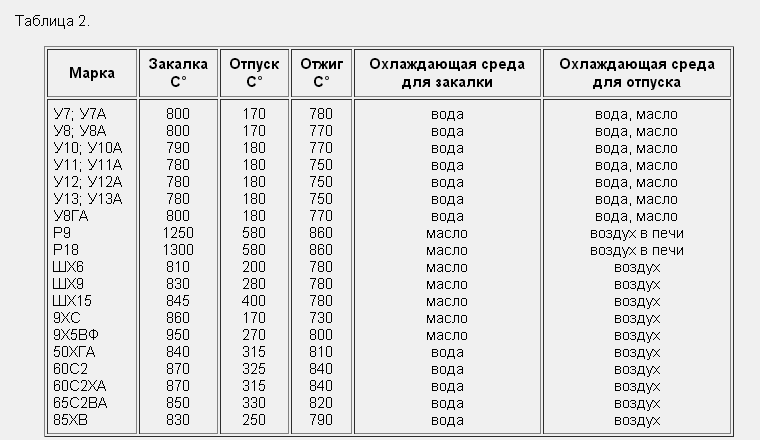
Основными видами термической обработки являются:
- последовательная закалка;
- медленный отпуск после нагрева;
- горячая и холодная пластическая деформация;
- отжиг.
После проведения закалки в структуре образуются следующие компоненты:
- карбиды;
- мартенситы;
- некоторые остатки так называемых аустенитов.
Первые два способа обработки позволяют придать стали хорошую коррозийную стойкость и отличные механические свойства. Это удаётся за счёт того, что она обладает хорошей пластической деформацией. Закалка такой стали происходит с помощью постепенного нагрева до температуры более 950 °С, но не более 1100 °С. Последовательный нагрев необходим потому, что эта марка стали обладает повышенной чувствительностью к трещинам. Чтобы избежать проявления негативных последствий металлическую деталь (особенно с толщиной более 100 миллиметров необходимо нагревать более 10 минут).
Чтобы избежать появления трещин, в том числе и в глубине металла, образец подвергают так называемому отпуску. То есть, постепенному понижению температуры и выдерживанию образца при температуре до 300 °С. В этом случае сталь приобретает свои максимальные прочностные характеристики. Если температурный режим не будет выдержан, и процесс произойдёт при 450 °С, сталь потеряет свои характеристики по ударной вязкости. Наилучшие коррозийные свойства и хорошую пластичность она приобретает при соблюдении следующих параметров. Последовательный нагрев до температуры 700 °С, последующая выдержка в течение 20 минут, охлаждение в ёмкости с маслом.
В качестве смягчающей термической обработки используется так называемый отжиг. Деталь нагревается до температуры 800 °С. Далее проводят медленное охлаждение в самой печи до температуры около 500 °С.

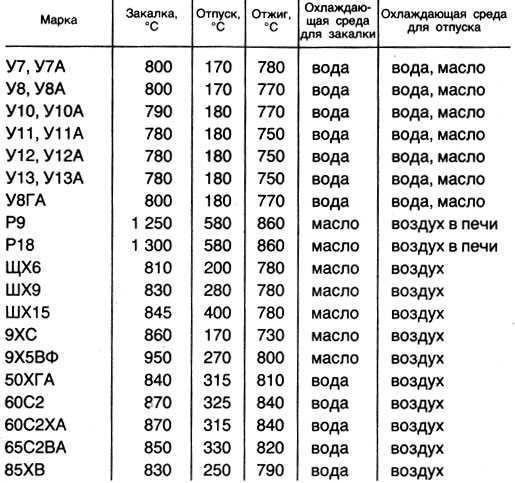
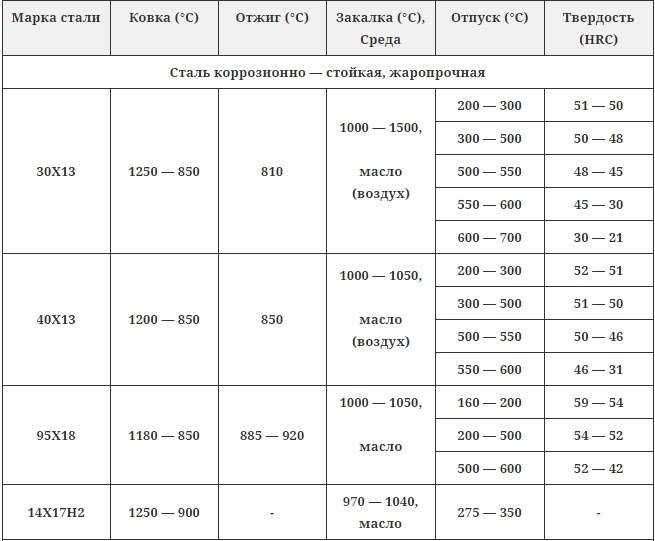
Температура закалки и отпуска стали 40х13
В качестве альтернативы стандартному виду нагрева, для проведения термической обработки применяют нагрев токами высокой частоты. Особенно этот метод используется при необходимости проведения закалки поверхностного слоя детали. Это детали, которые входят в механизмы с узлами трения и качения, в элементы трубопроводной арматуры. Обычно такая закалка применяется только к деталям, толщина которых превышает 15 миллиметров. С её помощью удаётся добиться показателя твердости после закалки равного 36,5 HRC единиц.


Она подвергается следующим видам механической обработки:
- сверление отверстий;
- заточка;
- фрезерование;
- ковка.
Проведение этих операций связано с определёнными трудностями:
- Упрочнение поверхностного слоя (это связано с дополнительным нагревом заготовки в момент резания или сверления).
- Проблемы с удалением отходов металлообработки (получаемая металлическая стружка образует длину узкую закрученную полоску). Это вызывает определённые неудобства при длительной обработке. Эту проблему решают с помощью установки специальных приспособлений на металлорежущий инструмент. Они производят периодический облом стружки.
- Повышенный износ режущей кромки. Это связано с повышением температуры детали в месте соприкосновения с кромкой режущего инструмента. В этом случае наличие в этой марке кристаллических соединений (карбидов и мартенситов) создаёт эффект наличия в ней абразивных элементов что приводит к быстрому износу режущей кромки.
https://youtube.com/watch?v=u262HjEbaEY
Кроме этого возникают трудности при заточке режущих инструментов, сделанных из этой стали. В момент заточки повышается температура затачиваемой кромки и образуется так называемый металлический наплыв. Это приводит к появлению неравномерного упрочнения края затачиваемой поверхности.
После проведение этой операции (горячей деформации) допускается только медленное охлаждение с последующим низкотемпературным отжигом.
В доступный перечень механической обработки, к сожалению, не попадает сварка. Дело в том, эта марка металла относится к категории трудносвариваемых материалов. Поэтому этот метод обработки не применяется для соединения конструкций, изготовленных из этого материала.
Закалка режущей кромки ножа
Проходимся по кромке надфилем, при этом обращаем внимание на глуховатый звук и легкое стачивание металла. Все свидетельствует о том, что нож сделан из обычной стали и не закален ранее. Для закалки понадобиться графит
Лучше всего получить графит из графитовых щёток генератора, щеточного электродвигателя. Я, конечно, не пробовал, но также можно достать графитовые стержни из пальчиковых батареек, простых карандашей. В общем измельчаем любым способом этот графит в порошок. Мельчить особо не нужно, без фанатизма
Для закалки понадобиться графит. Лучше всего получить графит из графитовых щёток генератора, щеточного электродвигателя. Я, конечно, не пробовал, но также можно достать графитовые стержни из пальчиковых батареек, простых карандашей. В общем измельчаем любым способом этот графит в порошок. Мельчить особо не нужно, без фанатизма.
Далее мне понадобиться металлическое основание, на котором будет лежать графитовый порошок. Я взял кусок оцинкованного профиля от гипсокартона.
Для процесса закалки кромки ножа также нужен источник питания. В идеале это импульсный сварочный аппарат постоянного тока, выставленный на минимум. Так же можно попробовать повторить процесс с помощью другого источника, вольт на 30-60 переменного или постоянного тока. Есть ещё опасный вариант: использовать напрямую сеть 220 В, последовательно с лампой накаливания, но это уже чревато, поэтому не рекомендую.
Насыпаем графит. К основанию подложки подключаем плюс сварочного аппарата, а к ножу – минус. Выставляем инвертор на минимальные настройки и включаем. Начинаем процесс закалки кромки. Для этого очень аккуратно проводим кромкой ножа по графитовой кучке. Наша задача состоит в том, чтобы: первое – не допустить касания лезвия об основание. И второе – это не допустить горение графита. В обоих случаях лезвие будет испорчено.
В идеале лезвие нужно медленно двигать, а графит мерцая искрить. Сильно нож естественно опускать не нужно. Как только вы заметили разогрев места контакта, тут же поднимите нож.
Весь процесс длиться относительно не долго, минут 5. За это время я успел несколько раз пройтись по всей длине лезвия.
Металлопрокат (швеллер, арматура, лист)
Продажа и отгрузка металла со складов производится в количестве от одной штуки. Заказная продукция, например резка лист, с заводов отгружается согласно нормативам минимальных партий заводов-производителей. Более подробную информацию о размерах минимальных партий, скидках и необходимых сроках поставки металлопроката в Екатеринбург можно оперативно получить у наших менеджеров.
Компания зарекомендовала себя как исключительно надежный партнер в сфере поставок металлопроката (балка). В работе со своими клиентами мы используем исключительно индивидуальный подход и предоставляем по-настоящему конкурентоспособные цены. Оперативная работа с заводами-производителями металла, необходимый сервис непосредственно на отгрузочных площадках, экспедирование грузов, гибкая система скидок — далеко не полный перечень конкурентных преимуществ . Полноценная реализация всех этих принципов в сочетании с ответственным отношением к взятым на себя обязательствам являются залогом успешного сотрудничества с нашими клиентами.
Предлагаем посетить страницы каталога металлопроката и труб: стальная труба, лист стальной, просечно-вытяжной лист.
Специфика термообработки стали 40х
Термообработка стали 40х имеет свои нюансы, которые связаны с наличием в этом легированном металле множества примесей. Рассмотрим температурные режимы обработки стали, процесс закалки, отпуска и нормализации. Твердость после обработки.

Физические свойства материалов могут быть изменены посредством температурной обработки при высокой степени нагрева и последующего охлаждения. Это в первую очередь касается металлов, которые подвергают закалке. Чтобы правильно закалить сталь, нужно знать ее марку: она отражает полный химический состав твердого вещества. Так, проведение термообработки стали 40х имеет свои нюансы, связанные с разновидностью примесей, находящихся в ней.
Если брать точное определение типа стали, к которой относится 40х, то это классический вид легированного материала, где процентное содержание углерода уступает процентному содержанию примеси хрома. Этих элементов здесь от 0.44 до 0.36 и от 1.1 до 0.8 соответственно. Хром в металле способствует его стойкости к агрессивной окисляющей среде и придает ему способность не ржаветь. Кроме этого, хром влияет на механические показатели стали 40х, переводя ее в разряд конструкционных.
Трудности сварочных работ
Сталь 40Х относится к четвертой группе по свариваемости. Выполнение сварочных швов может приводить к образованию трещин. Снизить проявление этих дефектов можно с помощью предварительного подогрева. Также требуется предварительная подготовка кромок. Выполнять сварочные работы этой марки можно дуговой сваркой: ручной или электрошлаковой, также можно применить контактную сварку. После контактно-точечной потребуется дополнительная термообработка. Для ручной сварки применяются специальные электроды для легированных сталей Э85 УОНИ-13/85. Тип и положение свариваемого шва могут быть любые.
Выбор оптимального режима термической обработки
В зависимости от конкретных производственных условий, сталь термически обрабатывают по двум вариантам:
- Нормализацией при температуре выдержки 1050…1100 °С, с последующим высоким отпуском с 600…650 °С. Нормализация стабилизирует структуру стали, снижает количество остаточного аустенита, и улучшает обрабатываемость на металлорежущих станках. Это позволяет использовать такую технологию термообработки для получения заготовок ступенчатых валов и осей, работающих преимущественно в средах с повышенной влажностью, а также в условиях коррозионно-механического износа.
- Ступенчатой закалки с высоким отпуском. Продолжительность и количество циклов закалки зависит от требуемой поверхностной твёрдости и конечной микроструктуры. Закалка стали 40Х13 по такому способу выполняется для изделий, которые в процессе своей эксплуатации периодически подвергаются ударным нагрузкам.

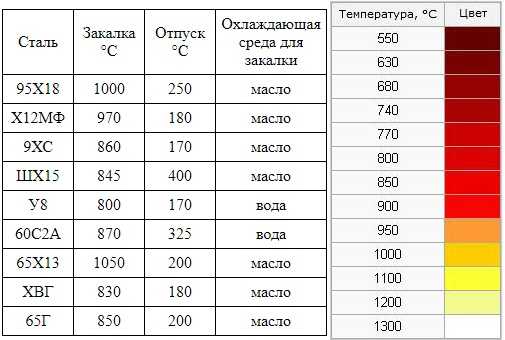
Температура заготовки в зависимости от цвета при нагреве
При выборе режима термообработки необходимо учитывать, что сталь 40Х13 штампуется при температурном интервале 950…1150 °С: именно в этом диапазоне материал обладает максимальной ковкостью.
Во всех случаях сталь перед обработкой подвергают отжигу. Это связано со следующими особенностями:
- наличием карбидов хрома, которые образуются в процессе горячей прокатки заготовок. Они сосредотачиваются на границах зёрен вокруг основной, более пластичной структуры;
- присутствием цементита, который по структуре и размерам зерна отличается от любого их карбидов хрома. Это вызывает остаточные напряжения растяжения, снижающие прочность;
- опасности избыточного количества остаточного аустенита, который также повышает твёрдость и снижает пластичность;
- склонности данной стали к деформационному упрочнению во время пластической деформации.
Опытным путём установлено, что для получения оптимальной макроструктуры режим отжига должен быть следующим: нагрев до 690…730 °С, с выдержкой до полного прогрева сечения детали и последующим охлаждением вместе с печью до 500…550 °С (далее – на воздухе). Конечная структура – зернистый перлит, которые положительно выделяется своей стабильностью, равновесностью и наличием мелкого зерна.



Технология термообработки
Нормализация стали 40Х13 применяется реже, в основном, после горячей штамповки/ковки, когда слиток или заготовка нагревались до максимально возможных температур. При длительном нагреве ускоряется рост зерна, что нежелательно с точки зрения трудоёмкости при окончательной обработке изделий. Нормализация, однако, необходима, если нормализованная и отпущенная деталь имеет сложную форму, с многочисленными перепадами в поперечных сечениях, а также при наличии острых углов и кромок.
Главная цель закалки — обеспечить достаточный процент мартенсита в стали. Такие требования выдвигаются, если деталь при эксплуатации будет испытывать значительные рабочие напряжения. Максимально достигаемая твёрдость после закалки – обычно 50…55 НRC. Обеспечивается это следующим режимом термобработки: закалкой с 1000…1050 °С в масло, с последующим низким — при 230…280 °С – отпуском.
В связи с низким температурным интервалом термообработки нагрев производят в печах скоростного нагрева, имеющих системы высокоточного автоматического контроля температуры.
Особые требования к соблюдению технологических режимов закалки стали 40Х13:
- Температура сред, используемых для охлаждения изделий после их закалки, должна быть на 50…75 °С ниже температуры окончания мартенситного превращения. Оно для рассматриваемой марки стали составляет 650…670 °С. В качестве таких сред используются масло, щёлочные или солевые расплавы. Например, соответствующими возможностями обладает расплав солей KNO3 и NaNO3 в соотношении 1:1. Масляные ванны менее предпочтительны, поскольку при длительных выдержках металл науглероживается. Это, хоть и повышает дополнительно твёрдость, но ухудшает обрабатываемость заготовок, особенно при точении и фрезеровании.
- Время выдержки изделий при закалке и последующем охлаждении составляет до нескольких часов. Такой длительный период выдержки обусловлен необходимостью создать условия для полного мартенситного превращения.
- Скорость дальнейшего (после отпуска) охлаждения закалённых заготовок особого значения не имеет, и определяется только производственными возможностями. При этом предпочтительнее охлаждать детали не в печи, а на открытом, но спокойном воздухе. В таких условиях мартенситное превращение протекает в полном объёме.
Источник
Процесс отпуска
Отпуску подвергаются все закаленные детали. Это делается для снятия внутренних напряжений. В результате отпуска несколько снижается твердость и повышается пластичность стали.
В зависимости от требуемой температуры отпуск производится :
- в масляных ваннах;
- в селитровых ваннах;
- в печах с принудительной воздушной циркуляцией;
- в ваннах с расплавленной щелочью.
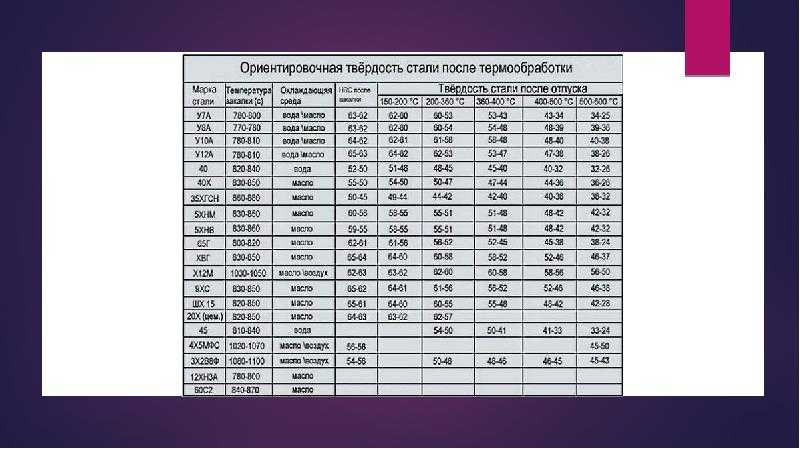
Температура отпуска зависит от марки стали и требуемой твердости изделия, например, инструмент, для которого необходима твердость HRC 59 – 60, следует отпускать при температуре 150 – 200 градусов. В этом случае внутренние напряжения уменьшаются, а твердость снижается незначительно.
Быстрорежущая сталь отпускается при температуре 540 – 580 градусов. Такой отпуск называют вторичным отвердением, так как в результате твердость изделия повышается.
Изделия можно отпускать на цвет побежалости, нагревая их на электроплитах, в печах, даже в горячем песке. Окисная пленка, которая появляется в результате нагрева, приобретает различные цвета побежалости, зависящие от температуры. Прежде чем приступать к отпуску на один из цветов побежалости, надо очистить поверхность изделия от окалины, нагара масла и т. д.
Обычно после отпуска металл охлаждают на воздухе. Но хромоникелевые стали следует охлаждать в воде или масле, так как медленное охлаждение этих марок приводит к отпускной хрупкости.
Обработка и закалка
После сварочных работ готовая деталь охлаждается за счет понижения температуры при отключении печи, при этом находясь под чутким контролем. В результате таких манипуляций полученный на изделии шов при рентгеновском облучении покажет отсутствие дефектов. Наличие поверхностных трещин проверяется зачисткой и шлифовкой швов с последующим нанесением слоя кислоты.
Изготовленные с применением подобной технологии изделия успешно проходят макроисследования при котором выявляются плотность строения наплавленного металла в зоне сварочного шва и ближайших к нему зон. Микроструктура в этих местах изменяется от ферритно-перлитной до сербитообразной перлитной. Также образцы деталей из стали 40ХН проходят испытание на твердость, смысл которой в том, чтобы подтвердить неизменность структуры стали в зоне шва после сварки.
Закалка изделий из данного материала происходит в процессе погружения в масло, однако детали крупных габаритов иногда закаливают в воде после чего, как можно скорее, перемещаются в масло или подвергаются воздействию низкий отпуска. Не редкостью является и процесс закаливания высокочастотными токами, после нагрева которыми производится отпуск. В конечном итоге, такие манипуляции повышают твердость поверхности изделия.