
Audi 100 | Осмотр, дефектовка и ремонт деталей головки блока цилиндров
Сервисное обслуживание и эксплуатация
Руководства → Audi → 100 (Ауди 100)
3.1.2.7. Осмотр, дефектовка и ремонт деталей головки блока цилиндров
| ОБЩИЕ СВЕДЕНИЯ |
Размеры клапанов четырехцилиндрового двигателя
|
впускной клапан |
выпускной клапан |
|
|
a |
40,0 мм |
33,0 мм |
|
b |
7,97 мм |
7,95 мм |
|
с |
91 мм |
90,8 мм |
Размеры седла клапана
Размеры седла клапана:
а) впускного клапана
б) выпускного клапана
| ПОРЯДОК ВЫПОЛНЕНИЯ |
| 1. промыть все детали в бензине, протереть и просушить. Очистить камеры сгорания и клапаны от нагара. |
2. Осмотреть головку блока. Если
есть трещины на стенках камеры сгорания, следы прогара и т.п., заменить
головку блока.
3. Проверить с помощью металлической
линейки и щупов, не нарушена ли плоскостность поверхности головки,
прилегающей к блоку. Для этого линейку поставить ребром на поверхность
головки блока посередине, вдоль и затем поперек и щупом измерить зазор
между поверхностью головки и линейкой. Если зазор превышает 0,1 мм,
головку заменяют или прошлифовывают. Минимальная допустимая высота
головки 132,75 мм. Если при шлифовке высота головки получилась меньше,
головку необходимо заменить.4. Проверить головку на отсутствие
трещин, для этого подвести к одному из отверстий рубашки охлаждения
шланг для подвода сжатого воздуха. Заглушить все отверстия в головке
деревянными пробками. Опустить головку в ванну с водой и подать сжатый
воздух под давлением 1,5 атм. В местах, где есть трещины, будут выходить
воздушные пузыри.
5. Осмотреть клапаны. При обнаружении
на рабочей фаске клапана трещин, коробления головки клапана, прогорания,
деформации стержня клапан необходимо заменить.
6. Незначительные риски и царапины
на рабочей фаске клапана можно вывести притиркой. Клапан к седлу следует
притирать следующим образом: – вставить клапан в головку блока; – надеть на стержень клапана приспособление
для притирки клапанов; – нанести на рабочую фаску клапана тонкой
слой притирочной пасты; – поворачивать клапан с помощью приспособления
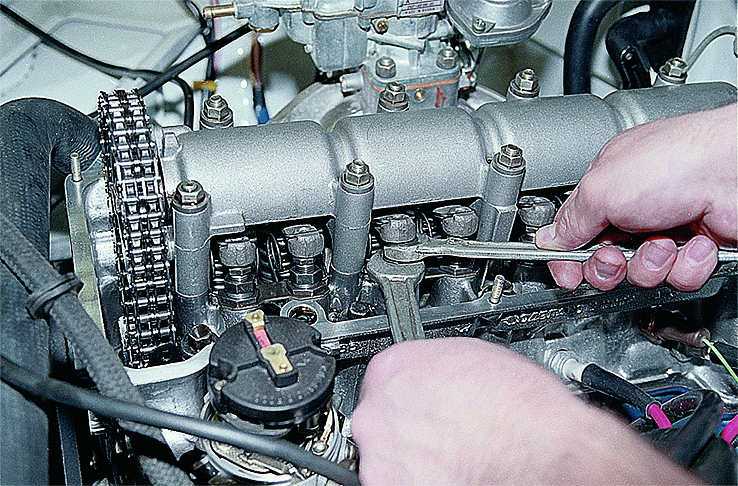
в обе стороны, периодически прижимая к седлу.![]() Внешним признаком удовлетворительной
Внешним признаком удовлетворительной
притирки является однотонный матово-серый цвет рабочей фаски и клапана.
7. После притирки тщательно промыть
седло и клапан и тщательно протереть чистой тряпкой для удаления остатков
притирочной пасты.
8. Чтобы проверить герметичность
клапана, установить его в головку блока вместе с пружинами и сухарями.
После этого положить головку блока набок и залить в канал, закрываемый
клапаном, керосин. Если в течение 3 мин керосин не просочится в камеру
сгорания, клапан считается герметичным. Размеры клапана показаны на
рис. Размеры клапанов четырехцилиндрового
двигателя.
9. Проверить состояние пружин клапанов.
Искривленные пружины, а также с трещинами или поломанные заменяют.
10. Проверить состояние седел клапанов.
На рабочих фасках седел не должно быть следов износа, раковин, коррозии
и т.п. Незначительные повреждения (мелкие риски, царапины и т.п.)
можно вывести притиркой клапанов. Более значительные дефекты устраняют
шлифовкой. При шлифовке следует выдержать размеры седла, указанные
на рис. Размеры седла клапана.
11. После шлифовки притереть клапаны.
Затем тщательно очистить и продуть сжатым воздухом головку блока,
чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось
абразивных частиц.
12.Следует учесть, что после шлифовки седла
клапан садится в седло глубже. Поэтому на двигателях с гидротолкателями
клапанов после шлифовки нужно измерить расстояние а между торцом стержня
клапана, прижатого к седлу, и верхней плоскостью головки блока. Если
этот размер меньше 33,8 мм для впускных клапанов и меньше 34,1 мм
для выпускных, следует заменить головку блока, так как в этом случае
нарушается нормальная работа гидротолкателей клапанов. Таким образом,
уменьшение рабочей фаски седла клапана не должно быть больше разности
размера а до шлифования и минимального допустимого размера а.
13. Проверить зазоры между направляющими
втулками и клапанами. Для этого вставить клапан в направляющую втулку
так, чтобы торец стержня клапана был заподлицо с торцом направляющей
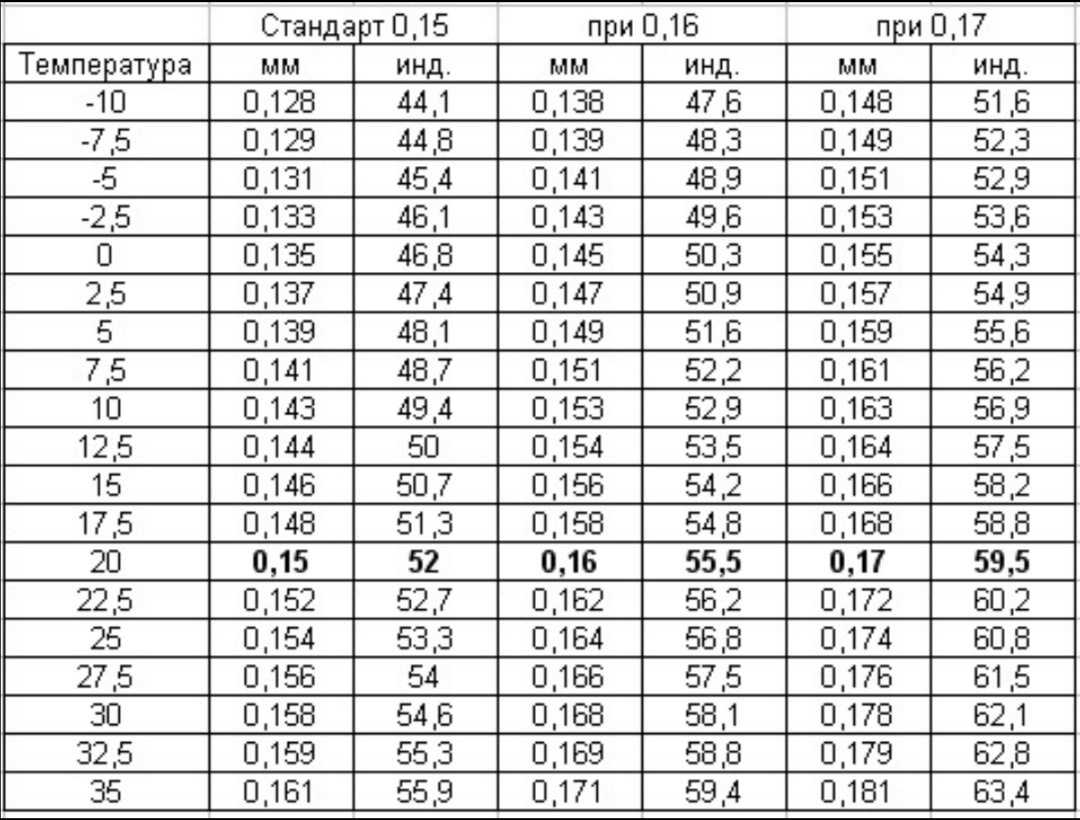
втулки. 14. К головке клапана установить ножку индикатора.
14. К головке клапана установить ножку индикатора.
Перемещая клапан от упор до упора в горизонтальной плоскости, измерить
зазор. Если перемещение впускного клапана превышает 1,0 мм, а выпускного
– 1,3 мм, заменить втулки и клапаны. Диаметры стержней впускного и
выпускного клапанов различные, поэтому нужно проверять втулки впускных
клапанов, вставляя впускной клапан, а выпускных – выпускной клапан.
Как определить, что произошел износ направляющих втулок?
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме. Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля
Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны
Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля
Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
- С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.
Набор из Нутромера и микрометра для определения износа втулок
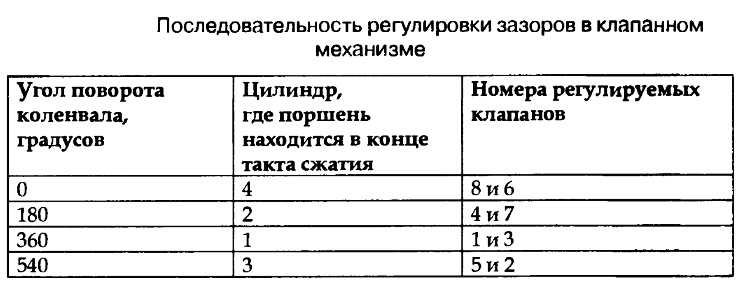
- С использованием индикатора часового типа со специальной стойкой (микрометрический нутромер или нутромер индикаторного типа). Если полученное значение зазора выходит за обозначенные в мануале пределы, то берётся новый клапан и повторяется процедура замеров. Если же и во втором случае зазор вышел за рамки допустимого, значит, запчасти идут под замену.
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Если ножка клапана продолжит «гулять» в направляющей, то разрушатся и сальники. Они изготовлены из относительно мягкого материала, но при чрезмерных нагрузках он затвердевает. В результате даже при небольшом смещении стержня может произойти разрушение сальника. Результат – масло попадает в камеры сгорания, появляется сильный нагар, увеличивается уровень вредных выбросов.
На втулке более всего изнашивается внутренняя поверхность. Заметным износ становится при достижении пробега в 150 тыс. км и более. Но если вы используете низкокачественные марки масел, то ресурс элементов становится еще меньше.

Проверить степень износа можно двумя способами:
- При помощи двух измерительных приборов – нутрометра и микрометра. Они позволяют измерить минимальное значение диаметра (внутреннего) втулок. Кроме того, с их помощью вы можете произвести замер максимального диаметра части хода стержня клапана. По сути, разность между этими двумя значениями и является значением износа. Обязательно только перед началом измерений очищайте все элементы от грязи и пыли, масла. Это позволит существенно увеличить точность и уменьшить погрешность.
- С помощью специального часового индикатора, установленного на стойке. Это может быть индикаторный или микрометрический нутрометр. В том случае, если зазор большой, необходимо установить новый клапан и произвести повторную проверку. Если и в этот раз зазор зашкаливает, то придется менять направляющие.
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь.
Принцип работы клапанов ГРМ ДВС
Обычный рядовой водитель, в случае, когда необходимо отрегулировать клапана, не делает это своими руками, а едет в автосервис. Потому что для этого нужны определенные навыки и время. Чтобы самому научить регулировать зазоры клапанов, надо знать принцип их работы.
В двигателе внутреннего сгорания есть два вала: коленчатый вал (коленвал) и распределительный вал (распредвал). Они соединяются между собой через шкивы и ремень, через звездочки и цепь. Самый распространенный вариант — это двигатель с ременным приводом ГРМ. Соотношение передачи коленвала к распредвалу — 2:1 (два к одному).



Кулачки имеют специальную неправильную плавную форму, которая закрывает и открывает клапана так, чтобы они соответствовали положению коленчатого вала и распредвала, такту и мотора и газораспределительным фазам.
Когда ДВС работает, он соответственно, греется, нагреваются его детали, которые расширяются от большой температуры. Из-за этого незначительно изменяется расстояние между распределительным валом и толкателем клапана.
Вопрос: почему по-разному работает двигатель на холодную и на горячую? Ответ: потому что при нагреве двигателя до рабочей, толкатель клапана плотно прижимается к клапану и распредвалу. Это обеспечивает эффективную работу ДВС.
А, в случае, если торец клапана останавливается выше толкателя, тогда появляется зазор между седлом и тарелкой, а это ведет к снижению компрессии в цилиндре.
А, в случае, если торец закрытого клапана расположен ниже толкателя, то во время определенной фазы газораспределения, клапан откроется не на все расстояние, на которое должен. А это ведет к потере мощности из-за медленного удаления выхлопных газов.
Регулировка клапанов д 240 своими руками
Регулировка клапанов д 240 станет более простой, если сначала разобраться с их назначением и устройством.
Клапаны – это чрезвычайно важные элементы в двигателе, которые отвечают за впуск воздуха в цилиндры. Через них также выводятся наружу продукты сгорания.
Оба клапана, впускной и выпускной, производятся из стальных сплавов, устойчивых к высоким температурам. Та часть клапана, которая отвечает за уплотнение, выполнена из никелевых сплавов. Тарелка выпускного клапана всего на 6 миллиметров меньше, чем тарелка клапана впускного. Сами эти устройства находятся во втулках, выполненных из нескольких металлов. Они плотно закреплены на головке блока цилиндров в движке.
Прижимаются клапаны с помощью пружин. В холодном двигателе зазоры клапанов не должны превышать 0,25 мм.
Регулировка клапанов д 240 своими руками
И так к работе…
В идеале, регулировку клапанов нужно проводить через каждые 20 суток (480 ч) работы двигателя. Порядок действий при регулировке всегда одинаков.
Для начала нужно снять колпак, расположенный на крышке головки блока цилиндров.
После этого нужно убедиться, что крепления стоек валика коромысел достаточно хорошо затянуты. Поршень в первом цилиндре нужно перевести в положение, соответствующее верхней мертвой точки.
Когда это будет сделано, необходимо закрыть впускной и выпускной клапаны. Получив полный доступ к клапанам необходимо открутить контргайку на креплении коромысла того клапана, который следует отрегулировать, однако снимать его не следует – достаточно ослабить.
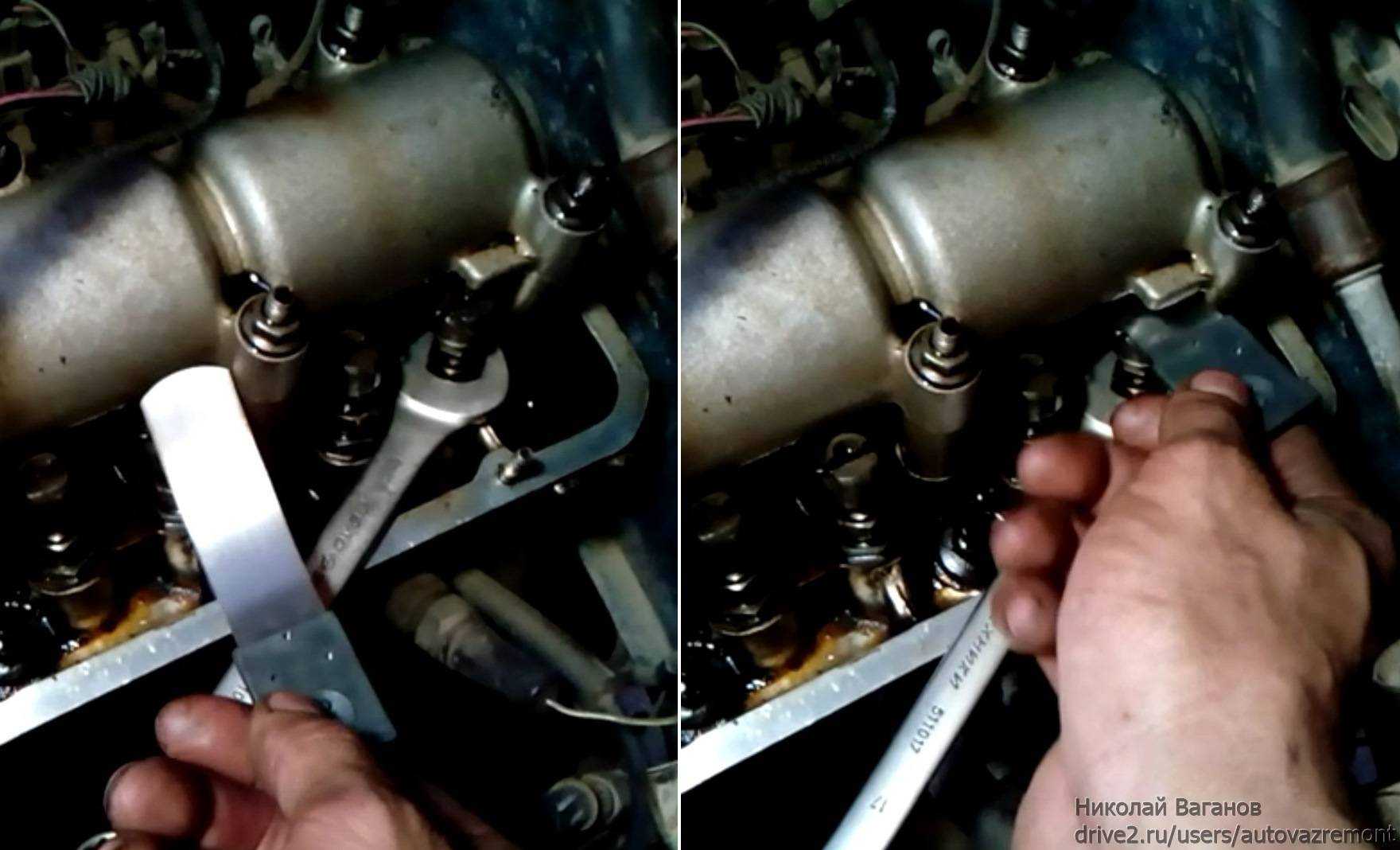
- После этого можно будет отрегулировать зазор, используя винт, измерить размер зазора можно с помощью щупа. Завершив регулирование, нужно собрать устройство в обратном порядке, убедившись, что при сборке зазор не изменился.
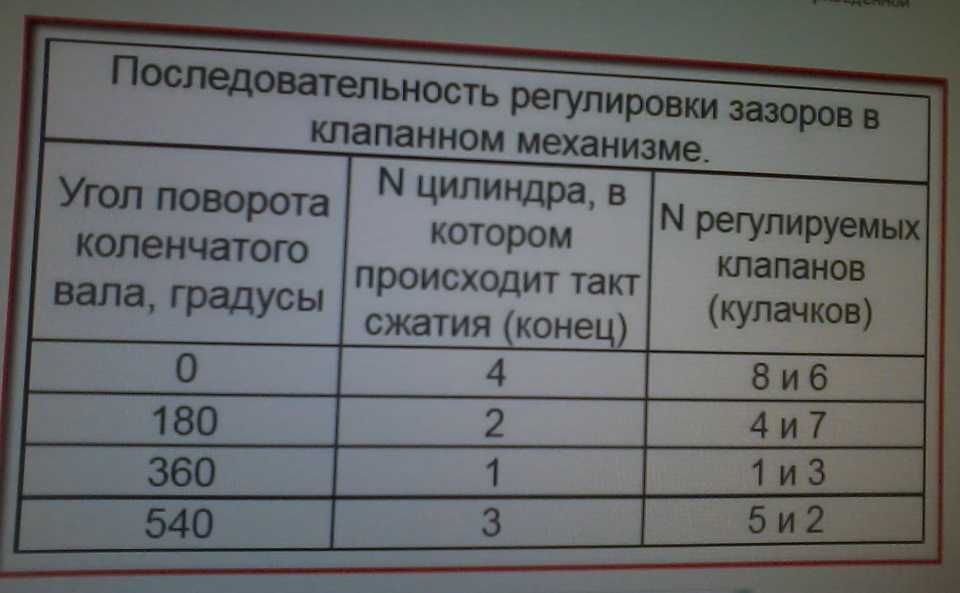
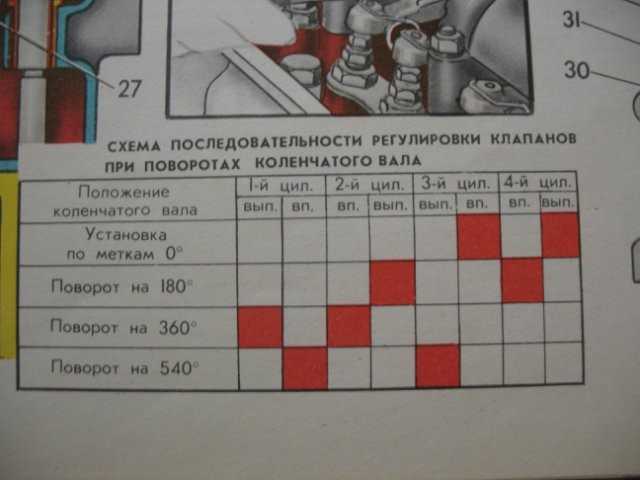
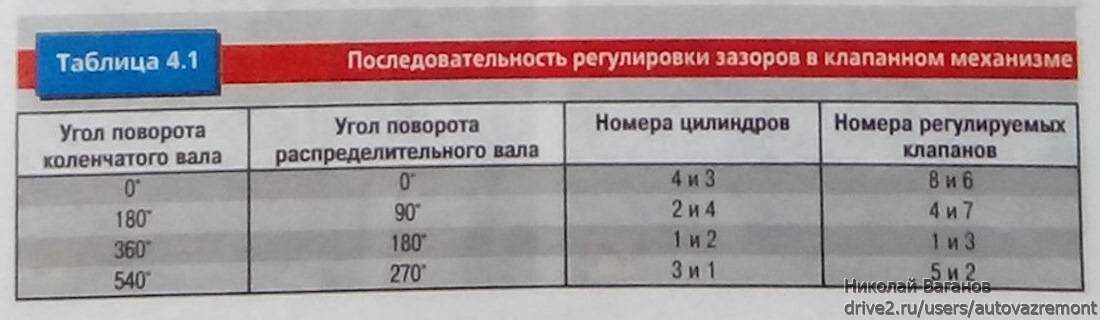
- Когда производится регулировка клапанов д 240, необходимо помнить о том, что данную процедуру следует производить в строгой последовательности. Она полностью соответствует тому порядку, в котором работают дизельные двигатели – 1-3-4-2. Проворачивая коленчатый вал на пол-оборота по часовой стрелке, можно работать с еще не отрегулированными клапанами. После того, как процедура будет завершена, необходимо проверить работу клапанов, запустив двигателей.
Регулировки дизеля мтз.
| Давление масла в системе смазки на прогретом дизеле при номинальной частоте вращения коленчатого вала, кг/см2, (МПа) | 2,0-3,0(0,2-0,3) |
| Прогиб ветви ремня вентилятора, расположенной между шкивами генератора и коленчатого вала, при нажатии с усилием 4 кгс (40 Н), мм | 15-20 |
| Рекомендуемая температура охлаждающей дизель жидкости (тепловой режим), град | 75-95 |
| Зазор между бойком коромысла и торцом стержня клапана на непрогретом дизеля, мм | 0,25-0,30 |
| Давление начала впрыска топлива форсункой (давление начала подъёма иглы распылителя), кгс*см2(МПа) | ФД-22 175+5(17,5+0,5)
ФД-22М 178+7(17,8+0,7) |
| Угол опережения подачи топлива топливным насосом (номинальный до ВМТ), град | 23-25
20 (с топл. насосом НД-21/4) |
| Момент затяжки, кгс*м (Н*м): | |
| болтов коренных подшипников | 20-22 (200-220) |
| болтов крепления головки цилиндров | 19-21 (190-210) |
| гаек крепления головки цилиндров Д-240 | 18-20 (180-200) |
| гаек шатунных подшипников | 16-18 (160-180) |
| болтов крепления маховика | 18-20 (180-200) |
| болта шкива коленчатого вала | 10,5424-28 (240-280) |
| болтов крепления противовесов коленчатого вала | 12-14 (120-140) |
| болтов крепления форсунок | 2-2,5 (20-25) |
traktormtz80.narod.ru
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
Оправка для снятия и установки направляющей состоит из двух частей.
Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны.
Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку.
Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.
В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток.
Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.
Далее наденьте на нее головку и вставьте шток
Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место.
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2)
Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Ещё кое-что полезное для Вас:
- Разбор и промывка гидрокомпенсаторов своими руками — инструкция + видео
- Как установить головку блока цилиндров на двигателе
- Затяжка головки блока цилиндров — как правильно выполнить?
Обмер места для запрессовки
Перед началом установки втулки в ГБЦ, производят точное измерение натяга, и ориентируясь на их показатели запрессовывают новую деталь.
Замер натяга состоит из нескольких циклов. Вначале измеряют точный диаметр гнезда,применяя нутрометр. Размер направляющей втулки мерят микрометром. Необходимо придерживаться допустимых показателей натяга, составляющих 0,32 – 0,51 мм. При прослабленном натяге диаметр посадочного места следует увеличить. Это необходимо для того, чтобы установить втулку более крупного ремонтного размера. Все необходимые работы производятся на профессиональных сверлильных либо фрезерных станках.


Так как обработанные стенки внутренней поверхности гнезда имеют более жёсткую шероховатую поверхность, размер натяга ремонтной втулки необходимо несколько увеличить.
В процессе запрессовки ГБЦ нагревают, а втулку -наоборот охлаждают. Без применения процесса термообработки могут возникнуть отрицательные дефекты, ухудшающие работу агрегата
Это особо важно, если ГБЦ изготовлена из дюралюминиевого сплава, который значительно деформируется во время усиленного натяга
В результате этого отсутствует плотность посадки направляющей втулки во время сборки и при нагревании мотора, а сам клапан быстро изнашивается. Результатом этого является возникающая необходимость повторного ремонта автомобиля.
Клапаны ВАЗ 2101, 2102
1. Удалите нагар с клапанов. Проверьте, не деформирован ли стержень и нет ли трещин на тарелке; при повреждениях замените клапан.
2. Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска. При шлифовании рабочей фаски клапана на шлифовальном станке выдерживайте угол фаски, равный 45°30’±5’, и следите, чтобы толщина цилиндрической части тарелки клапана после шлифования была не меньше 0,5 мм, а также чтобы у выпускного клапана не оказался снятым слой сплава, наплавленный на фаску.
Направляющие втулки клапанов
1. Проверьте зазор между направляющими втулками и стержнем клапана, измерив диаметр клапана и отверстия направляющей втулки. Монтажный зазор для новых втулок: 0,022–0,055 мм – для впускных клапанов и 0,029–0,062 мм – для выпускных клапанов; максимально допустимый предельный зазор (при износе) 0,15 мм.
2. Если увеличенный зазор между направляющей втулкой и клапаном не может быть устранен заменой клапана, замените втулки клапанов, пользуясь оправкой А.60153/R (1 – оправка А.60153/R).
3. Для замены двух направляющих втулок впускного и выпускного клапанов цилиндров № 1 и № 4 отверните две шпильки крепления корпуса подшипников распределительного вала, так как они мешают установке оправки.
4. Запрессовывайте направляющие втулки с надетым стопорным кольцом до упора кольца в плоскость головки цилиндров.
5. После запрессовки разверните отверстия в направляющих втулках развертками А.90310/1 (для втулок впускных клапанов) и А.90310/2 (для втулок выпускных клапанов). Затем прошлифуйте седло клапана и доведите ширину рабочей фаски до нужных размеров, как указано выше.
Маслоотражательные колпачки направляющих втулок
У маслоотражательных колпачков не допускаются отслоение резины от арматуры, трещины и чрезмерный износ рабочей кромки.
При ремонте двигателя маслоотражательные колпачки рекомендуется всегда заменять новыми.
Заменять поврежденные маслоотражательные колпачки рекомендуется на снятой головке цилиндров, чтобы не погнуть стержни клапанов. Для напрессовки колпачков пользуйтесь оправкой 41.7853.4016.
Рычаги клапанов
1. Проверьте состояние рабочих поверхностей рычага, сопрягающихся со стержнем клапана, с кулачком распределительного вала и со сферическим концом регулировочного болта. Если на этих поверхностях появились задиры или риски, замените рычаг новым.
2. Если обнаружена деформация или другие повреждения на втулке регулировочного болта или на самом болте, замените детали.
Замена направляющих втулок клапанов – реанимируем двигатель + видео
При частой эксплуатации автомобиля периодическая замена направляющих втулок клапанов практически неизбежна. Эти элементы необходимы для того, чтобы снизить расход масла в двигателе. Постараемся осуществить такую операцию самостоятельно.
На всех автомобилях втулки представлены по-разному, но принцип работы у них один.
От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания.
Клапаны открывают и закрывают просвет, в который поступает топливная смесь. Чтобы определить, что произошел износ направляющих втулок клапанов, есть ряд признаков, которые перечислены ниже.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме
Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля
Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля
Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме. Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля.
Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны
Если по какой-то причине у вас был искривлен шток, то после его замены необходимо сразу заменить клапаны, чтобы не ждать скорого наступления их неработоспособности.
Замена направляющих втулок клапанов – собираем инструменты
Перед тем, как заменить направляющие втулки клапанов, необходимо произвести определенную подготовку. Замена втулок на всех автомобилях производится примерно одинаково.
Есть небольшие отличия в двигателях определенных стран, например, порядок работ на русских и японских моторах будет различным.
Чтобы произвести данную операцию, необходима специальная оправка, которую можно заказать любому знакомому токарю, или же можно обратиться в мастерскую.
Также перед заменой вам необходимо подготовить стандартный набор инструментов: ключ, отвертки, сверла и тому подобные вещи.
Стоит отметить, что вам понадобится запрессовка направляющих втулок клапанов, это специальный инструмент. Данный девайс сейчас продается в магазинах, но можно также его сделать самому.




В данной статье, как именно сделать этот инструмент, мы описывать не будем, но вы с легкостью сможете найти информацию в других статьях.
Как заменить направляющие втулки клапанов самостоятельно?
Итак, непосредственно приступаем к самой работе! Чтобы все прошло удачно и без каких-либо оплошностей, вам необходимо соблюдать следующую инструкцию.
Сначала вставляем поочередно оправку в отверстия старых втулок и очень аккуратно, не применяя особых усилий, наносим удары молотком по самому концу оправки. Тем самым медленно и, самое главное, аккуратно мы выбиваем втулки.
Затем необходимо прочистить данное освободившееся место. Лучше всего, если есть такая возможность, втулки продуйте сжатым воздухом.
Для установки новых втулок их необходимо выдержать в морозилке примерно двое суток, так они будут более сжатыми и потом плавно разместятся в посадочном месте.
Дальше нам необходимо нагреть головки блока цилиндров на электроплитке примерно до температуры, равной 100 градусам, тем самым мы расширим посадочные места.
Остался последний этап: надеваем на втулки стопорные кольца, вставляем их в отверстия и также аккуратно, как мы их доставали, начинаем вбивать.
Обратите внимание, если колпачки разболтались, то совсем необязательно производить замену. В данной проблеме поможет развертка направляющих втулок клапанов
Она делается вручную, вы просто утягиваете клапан до минимального значения зазора
Она делается вручную, вы просто утягиваете клапан до минимального значения зазора.
Для впускного клапана значение примерно от 0,020-0,055 мм, а если брать выпускной клапан, то значение должно быть 0,035-0,070 мм. Чтобы полностью завершить эту статью, осталось выяснить, какие направляющие втулки клапанов лучше? Между собой они отличаются по материалу изготовления.
Конечно, лучше всего, если втулки будут чугунные. Так как в данном случае, чем прочнее материал, тем он лучше для использования.
Шлифование
1. Установите головку на подставку А.60353, вставьте в направляющую втулку клапана стержень А.94059 и очистите фаски седел от нагара зенкерами А.94031 и А.94092 для седел выпускных клапанов и зенкерами А.94003 и А.94101 для седел впускных клапанов. Зенкера надеваются на шпиндель А.94058 и центрируются направляющим стержнем А.94059.
2. Наденьте на направляющий стержень А.94059 пружину А.94069/5, установите на шпиндель А.94069 конический круг А.94078 для седел выпускных клапанов или круг А.94100 для седел впускных клапанов, закрепите шпиндель в шлифовальной машинке и прошлифуйте седло клапана.
3. В момент соприкосновения круга с седлом машинка должна быть выключена, иначе возникнет вибрация и фаска будет неправильной.
4. Рекомендуется чаще производить правку круга алмазом.
5. Для седел выпускных клапанов ширину рабочей фаски доведите до величин, указанных на рис. Профиль седла выпускного клапана, зенкером А.94031 (угол 20°) и зенкером А.94092, которым устраняется наклеп на внутреннем диаметре. Зенкеры надеваются на шпиндель А.94058 и, также как и при шлифовании, центрируются стержнем А.94059.
6. У седел впускных клапанов ширину рабочей фаски доведите до величин, указанных на рис. Профиль седла впускного клапана, сначала обработав внутреннюю фаску зенкером А.94003 до получения размера диаметром 33 мм, а затем фаску 20° зенкером А.94101 до получения рабочей фаски шириной 1,9–2,0 мм.