
Инструкция: гильзовка блока
Гильза блока цилиндров — это внутренняя оболочка или съёмная металлическая вставка, в которой уже непосредственно перемещается поршень двигателя. Ремонт необязательно проводится с обновлением всех втулок. Они прежде замеряются, после чего специалист выносит решение о замене гильзы цилиндров.
Процедура на мокрых втулках осуществляется так — старая деталь вытягивается, на её место ставится новая. Сухие детали меняются двумя способами: холодным и горячим. Метод термической обработки считается наиболее качественным, так как втулка обрабатывается антиконденсатным составом, а блок нагревается. Новая деталь предварительно окунается в жидкий азот, после чего вставляется в гнездо.
Для вытаскивания старых элементов желательно использовать съёмник гильз цилиндров.
как снимают втулку
Таким образом, процедура состоит из нескольких этапов:
- нагрев блока до 1500 градусов Цельсия;
- обработка вставки специальным составом, избавляющим от водяного конденсата при монтаже;
- охлаждение гильзы в жидком азоте;
- нанесение герметика внутрь гнезда;
- установка или запрессовка втулки, обычно с натягом 0,03-0,04 мм.
Обычно гильзовке сопутствует расточка и хонингование. Соблюдается правильная геометрия гнёзд под новые ремонтные втулки. Если поверхность гнезда не шлифуется, неправильный эллипс передастся впоследствии направляющей вставке. Это влечёт за собой повреждение поршней со всеми вытекающими последствиями. Шлифуют не только цилиндр, но и рабочую (внутреннюю) поверхность гильз. Это делается в целях плотной посадки детали в гнездо.
Ремонтная гильза цилиндра двигателя должна отвечать следующим требованиям:
Если готовых гильз нет, они делаются в специальных заготовках. Как правило, для этого используют специальный антифрикционный чугун, полученный центробежным литьём. Такой способ даёт оптимальный результат по соотношению цена/качество. Что-то одно должно быть мягче или твёрже в паре трения.
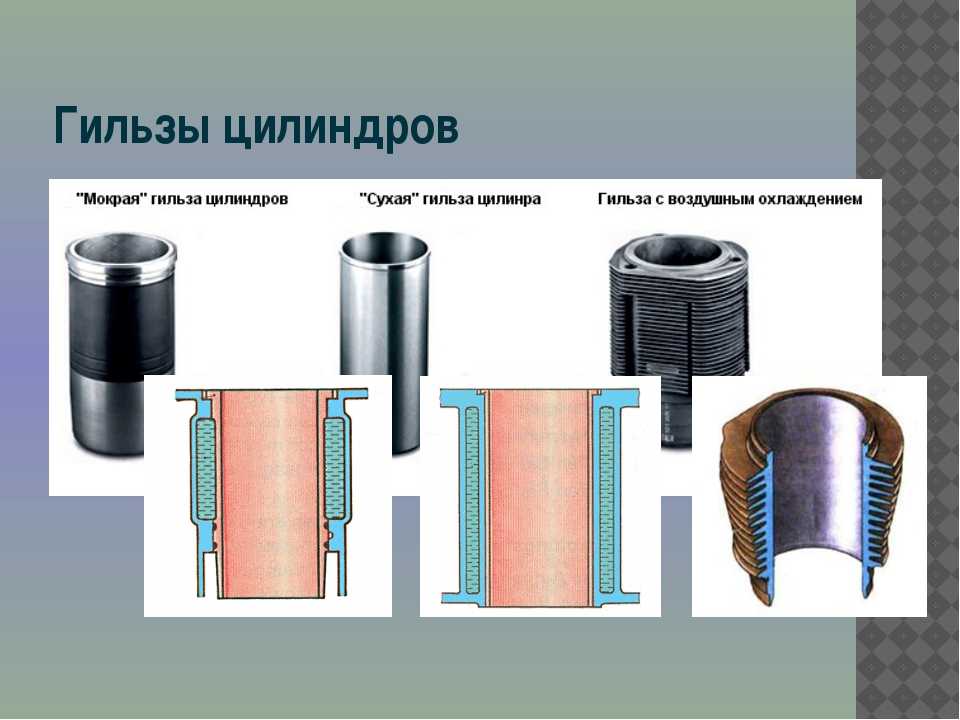
Гильзы в двигателях с воздушным охлаждением
Для двигателей воздушного охлаждения гильзы цилиндров выполнены по образу мотоциклетных, с ребрами охлаждения. Так как цилиндры должны охлаждаться потоком воздуха, из них нельзя сформировать блок и они устанавливаются на двигатель в виде отдельных деталей.
Гильзы крепятся к картеру (через медные прокладки) посредством невысоких шпилек через специальный опорный фланец или же посредством анкерных шпилек, проходящих сквозь всю головку цилиндров. Головка устанавливается на эти шпильки и затягивается в обычном порядке, прижимая тем самым цилиндры к картеру и обеспечивая герметизацию.
Мотоциклетные двигатели с воздушным охлаждением и стали «донором», давшим миру автомобильные гильзованные двигатели
Для двигателей с воздушным охлаждением гильзы цилиндров изготавливаются либо из одного вида металла (монометаллические), либо из двух металлов (биметаллические).
Монометаллические цилиндры воздушного охлаждения выполняют в основном из чугуна, иногда из стали или из легких сплавов.
Биметаллические цилиндры также выполнены из чугуна или стали, а поверх корпуса отлиты алюминиевые ребра.
Отличие мокрой гильзы от сухой
Мокрые втулки непосредственно соприкасаются с антифризом, обеспечивая лучший отвод тепла. Большое распространение они получили на шведских Volvo, французских Renault, старых отечественных автомобилях, грузовиках, тракторах из-за того что просты в установке, ремонте. Такие элементы оснащаются уплотнительными манжетами во избежание прорыва газов в картер и систему охлаждения. Основное преимущество — не нужно даже снимать двигатель с шасси, когда наблюдается износ гильз цилиндров. Мокрые элементы получают из специального серого чугуна с легирующими добавками (хром, марганец, кремний).
Сухие втулки запрессованы в тело БЦ, охлаждающей жидкостью не омываются. Используется почти на всех иномарках, оснащённых алюминиевым двигателем — Honda, Land Rover, Audi, Volkswagen. В гнёзда такого мотора заправляют сухие гильзы блока цилиндров, увеличивающие ресурс и повышающие ремонтопригодность. Наружную поверхность такого элемента разрешено шлифовать, что даёт возможность добиться оптимальной плотности прилегания.
простота ремонта, лучше отводят тепло
меньшая жёсткость картера двигателя
высокая жёсткость картера
хуже отводят тепло
Эволюция гильзовки на этапе производства двигателя
Основной причиной, по которой инженеры-конструкторы пришли к решению гильзовать двигатель, была настоятельная потребность снизить его вес. Это стало возможным в тот момент, когда для производства блока цилиндров стали применять не чугун, а алюминий.
Чугун для производства двигателя хорош своей недорогой себестоимостью и высокой прочностью, но его «минусы» слишком существенны:
- он втрое тяжелей, чем алюминий;
- чугун подвержен коррозийным процессам;
- низкая теплопроводность чугуна требует большего количества охлаждающей жидкости для поддержания нормальных условий эксплуатации.
Впервые алюминиевые гильзованные двигатели появились в тридцатых годах прошлого века. Устанавливались такие двигатели в основном на спортивные модели машин. В них в алюминиевый цилиндровый блок вставлялись чугунные гильзы «мокрого» типа.
В начале семидесятых годов на смену «мокрым» гильзам пришли «сухие». Это произошло благодаря появлению новых технологий запрессовки гильз из чугуна в мягкий алюминий. Но идеального результата всё равно не получилось – различные коэффициенты расширения металлов вследствие нагрева узла до рабочих температур приводили к появлению зазора между цилиндром и гильзой. С другой стороны, вес блока был существенно снижен, и это на фоне повышения жёсткости цилиндра.
Гильзовка алюминиевого блока цилиндров
Далее технология производства снова изменилась — от запрессовки гильз отказались, заменив её обратной операции: отливки блока вокруг самих гильз. Это открыло эпоху «одноразовых» моторов: согласно технической документации, извлечь вмонтированные таким образом гильзы для замены не представляется возможным, то есть, цилиндровый блок таких моделей официально считается непригодным для проведения ремонтных работ.
Положительные моменты гильзования
Гильзы берут на себя функции стенок цилиндра благодаря стойкости:
- К коррозии.
- К механической и термической нагрузке.
- Качественных материалов.
Гильзование позволяет восстановить двигатели, если:
- Вышли из строя цилиндры.
- Нельзя провести расточку.
- Изношены стенки.
- Ремонт проводился ранее по максимальным размерам.
Гильзировкой продлевают и улучшают эксплуатацию автомобиля, когда стенки цилиндров вышли из строя по причине:
- Нагрузок, созданных поршневыми кольцами и горячими газами.
- Отсутствовала смазка элементов.
- Сопряженные детали изготовлены из некачественного материала.
- Износ произошел по времени и пробегу.
Исправная работа двигателя после гильзовки гарантирована при условии:
- Авто пройдет обкатку, чтобы детали осуществили притирку между собой. Для этого необходимо соблюдение скоростного режима до прохождения конкретного пробега.
- Нельзя ездить на превышенных оборотах – только на средних.
- Скорость резко не увеличивать на первых километрах.
- Периодически проводить смену масла в соответствии с рекомендациями автомеханика.
Сухие втулки наделены преимуществом в отношении своих размеров, их диаметр и длина позволяет выполнять запрессовку после последних расточек. Изделия, изготовленные по «мокрой» технологии, внешней стороной касаются с жидкостью, которая охлаждает втулку и отводит тепло.
Новые автомобили имеют гильзованные моторы, которые просто поддаются ремонту, их даже не нужно снимать. Основным преимуществом гильзования является возможность замены только изношенных или поврежденных втулок, не затрагивая остальных.

Гильзовка блока цилиндров
- Главная
- Услуги
- Ремонт блоков цилиндров
 Качественно выполняем работы по гильзованию цилиндров блока легковых и грузовых автомобилей. Изготовливаем гильзы диаметром до 230 мм
Качественно выполняем работы по гильзованию цилиндров блока легковых и грузовых автомобилей. Изготовливаем гильзы диаметром до 230 мм
Все работы выполняются квалифицированными специалистами на современном оборудовании, производится системный контроль работ, что гарантирует высокое качество выполняемых работ.
На все работы предоставляется официальная гарантия.
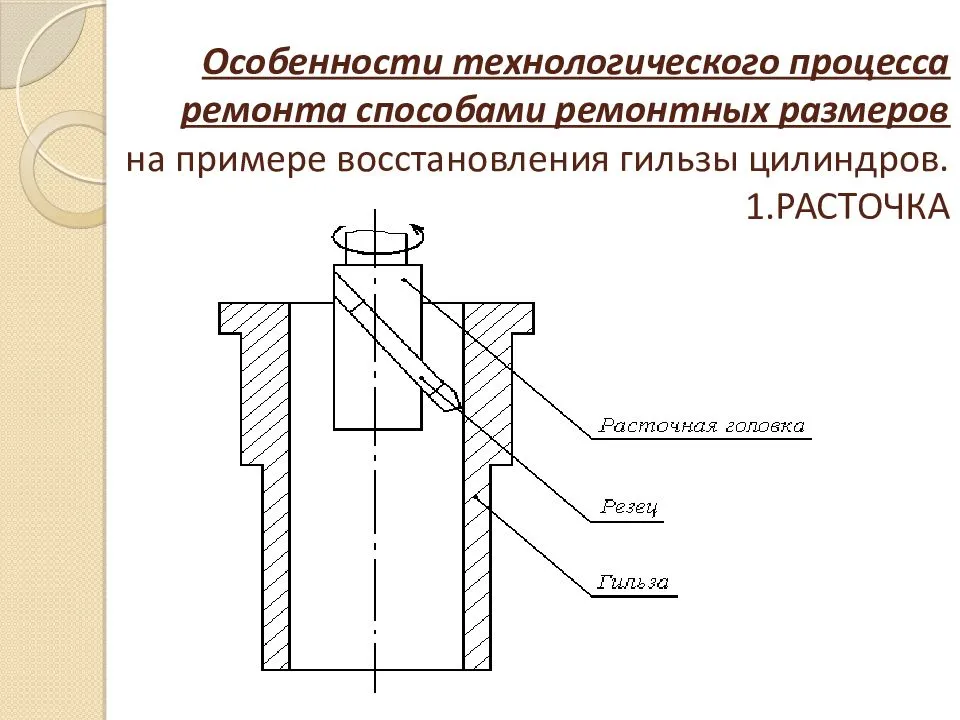
Как выполняется гильзование цилиндра (блока цилиндров)
Установка ремонтных гильз, или гильзовка блока цилиндров является сложной технической операцией, которая может включает в себя в зависимости от уровня износа и типа блока: изготовление гильзы, расточка цилиндров, гильзование и шлифовка привалочной поверхности блока.
Часто гильзование это единственный способ устранения дефектов геометрии и износа цилиндров блока, которая позволяет продлить срок службы двигателя.
От соблюдения правильной геометрии расположения деталей двигателя во многом зависит качество его работы и степень износа, которая при отсутствии своевременного ремонта, будет активно увеличиваться.
На данном видео показан процесс гильзовки, основная суть в том, что под большим давлением на стенде для прессовки гильзу запрессовывают в цилиндр блока. Гильзу входит не до конца, после оставшуюся часть снимают на шлифовальном станке.







Автосервис Механка предлагает свои услуги по гильзовке блоков цилиндров в Екатеринбурге (любых автомобилей и спецтехники).
Мы моможет решить любые проблемы, связанные с ТО и ремонтом автомобиля, продлить срок его службы и сократить материальные и временные расходы на проведения ремонта.
Стоимость гильзования и хонингования блока цилиндров грузовых автомобилей
Гильзование и хонингование блока цилиндров / цил.: 4000 руб.
Стоимость гильзования и хонингования блока цилиндров легковых автомобилей
Представленная информация носит справочный характер, точная стоимость услуг определяется специалистами сервиса в зависимости от сложности, технических особенностей и стоимости запчастей.
Адреса и телефоны наших сервисов

тел.: +7-904-171-18-23
Гильзовка блока цилиндров двухтактных двигателей, диаметр от 67мм: 1 250 р. / цилиндр
Гильзовка блока цилиндров Ока: 1 800 р. / блок
Гильзовка блока цилиндров иностранных двигателей, рядный 6 цилиндра: 2 200 р. / цилиндр
Гильзовка блока цилиндров иностранных двигателей, рядный 5 цилиндра: 2 200 р. / цилиндр
Гильзовка блока цилиндров иностранных двигателей, рядный 4 цилиндра: 2 250 р. / цилиндр
Гильзовка блока цилиндров иностранных двигателей, рядный 3 цилиндра: 2 300 р. / цилиндр
Расточка и хонингование мокрых гильз: 2 500 р. / гильза
Гильзовка блока цилиндров иностранных двигателей, непараллельные плоскости : 3 000 р. / цилиндр
Гильзовка блока цилиндров иностранных двигателей, V-образный, 6 цилиндров: 3 000 р. / цилиндр
Гильзовка блока цилиндров иностранных двигателей, V-образный, 8 цилиндра: 3 000 р. / цилиндр
Гильзовка блока цилиндров ВАЗ: 3 000 р. / блок
Изготовление гильз: 3 000 р. / гильза
Гильзовка блока цилиндров ЗМЗ: 6 500 р. / блок
Гильзовка блока цилиндров УАЗ: 6 500 р. / блок
Гильзовка блока цилиндров ТАВРИЯ: 7 000 р. / блок
Гильзовка блока цилиндров иностранных двигателей, рядный 4 цилиндра КАММИНЗ ГАЗЕЛЬ: 12 000 р. / блок
Отправить сообщение или сделать заказ
Заполните поля формы и отправьте сообщение — специалист сервиса свяжется с Вами в ближайшее время. Обязательно укажите свои контактные данные для возможности связаться с вами для предоставления консультации.
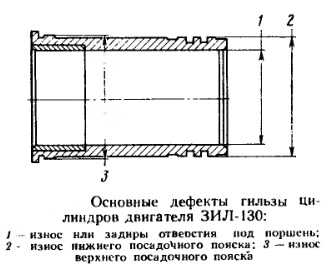
Что называют гильзой двигателя
Гильза цилиндрового блока – это цилиндр из металла, представляющий собой внутреннюю оболочку (вставку) блока цилиндра. Различают два типа гильз, применяемых в автомобильных двигателях:
- «сухие» гильзы – те, которые монтируются в блок цилиндров непосредственно на этапе изготовления нового мотора, и каналы для подачи хладагента в области расположения этой гильзы не предусмотрены;
- «мокрые» гильзы – те, которые со своей внешней стороны соприкасаются с хладагентом, который циркулирует между гильзой и телом блока.
Соответственно, гильзовка – это процесс установки гильз в цилиндры двигателя.
Гильзовка цилиндрового блока может производиться в следующих случаях:
- на этапе производства двигателя;
- на этапе ремонта двигателя.
Гильзовка БЦ из алюминия
Алюминиевая конструкция гильзуется аналогично чугунной. Если в сплав входит локасил, для восстановления БЦ понадобится гильза из алюминия с примесью кремния 28%.
В современных конструкциях с покрытием БЦ николем расточка не предусматривается, они восстанавливаются гильзами из алюминия
Иногда, могут использоваться чугунные элементы, что сделает ремонт бюджетным.
При проведении работ важно, чтобы гильза соответствовала первоначальным характеристикам изношенной запчасти. В иной ситуации работоспособность силового агрегата будет поставлена под сомнение.
-
Биосинтез белка кратко и понятно презентация
-
Природные условия татарстана кратко
-
Темы обращений родителей в консультационный центр доу
-
Организация конкурсов и выставок в доу
- Рисования гуашью в детском саду тема мастера из города
Функция мокрой гильзы в двигателе
- Охлаждение: мокрая гильза служит для охлаждения поршневого кольца и его окружающей области. Охлаждение помогает снизить температуру внутри двигателя и предотвращает его перегрев.
- Уплотнение: гильза обеспечивает герметичность между поршнем и цилиндром, предотвращая утечку смазочных материалов и сжатого воздуха.
- Снижение износа: благодаря масляному пленочному слою, образующемуся между гильзой и поршнем, трение и износ уменьшаются, что увеличивает срок службы двигателя.
- Улучшение смазки: гильза позволяет смазке более эффективно смазывать поршневой палец и обеспечивать надежную работу двигателя.
- Обеспечение структурной прочности: мокрая гильза предоставляет опору и стабильность поршню, что в свою очередь позволяет двигателю функционировать без сбоев.
В связи с этим, корректная работа и поддержание состояния мокрой гильзы являются важными аспектами для гарантированной долгой и надежной работы двигателя.
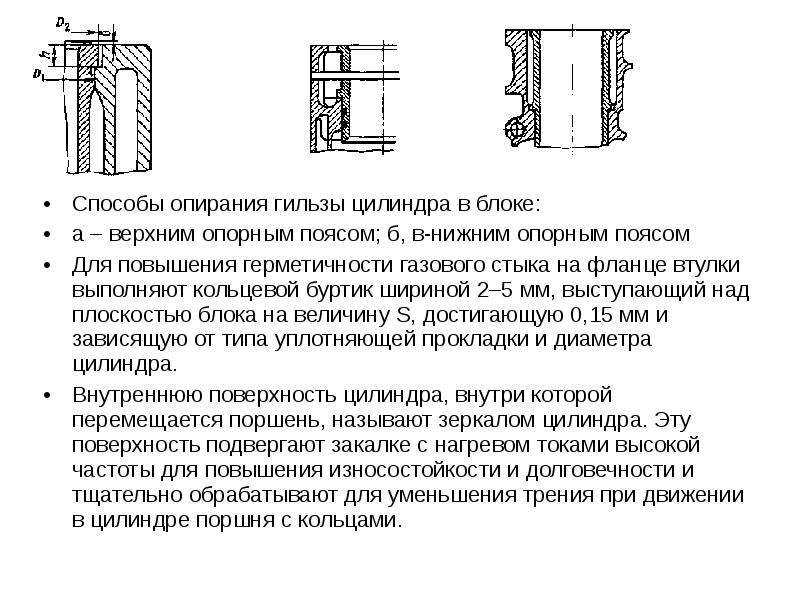
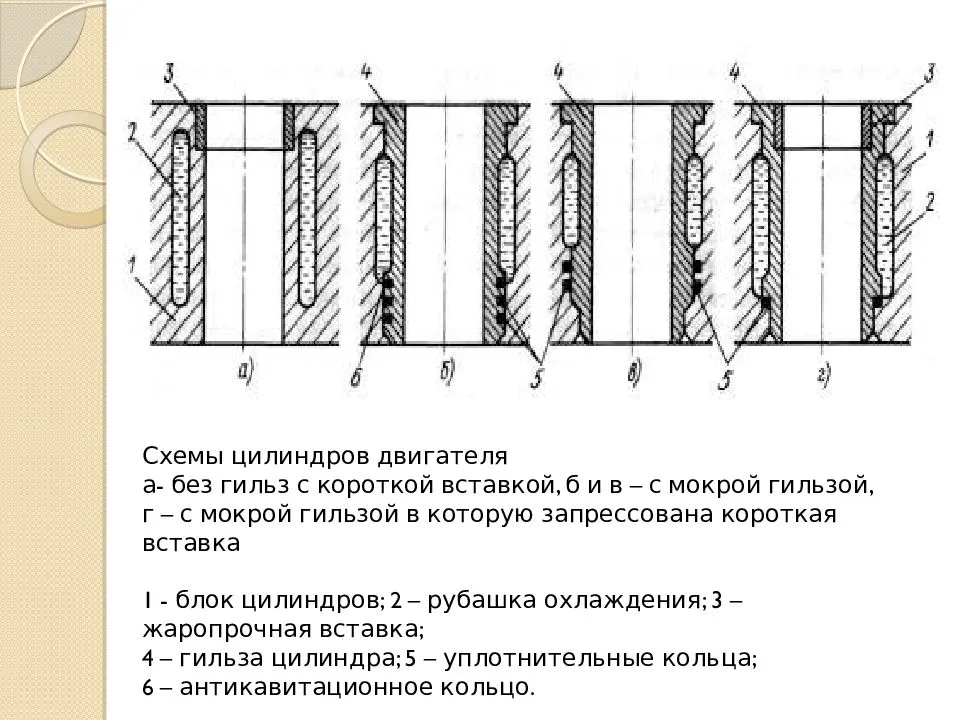
Блоки цилиндров с «мокрыми» гильзами
Речь здесь пойдет о блоках цилиндров, в которых гильзы цилиндров непосредственно омываются охлаждающей жидкостью (отсюда и название – «мокрые» гильзы). Снизу такая гильза уплотняется по блоку цилиндров, а сверху – по головке блока цилиндров. Так как гильза вставляется в блок цилиндров свободно, то жесткость и герметичность всей конструкции обеспечивается только при затяжке головки блока и только в том случае, если гильза имеет гарантированное выступание над поверхностью блока. В свое время такая конструкция была распространена повсеместно, затем производители к ней охладели, так как не удавалось добиться необходимой компактности и жесткости блока цилиндров двигателя (сейчас проблему решают за счет уменьшения высоты рубашки охлаждения и толщины стенки гильз). Но, тем не менее, и в наше время таких двигателей немало – «Шкода», «Ровер» (в т.ч. «Ленд Ровер»), «КИА» и т.д. Более того, существуют тюнинговые варианты (и в Америке продаются соответствующие комплекты) перехода на конструкцию с «мокрыми» гильзами для «Хонды» и «Субару», а «Мерседес» использует «мокрые» гильзы на новейших легковых дизелях V8.
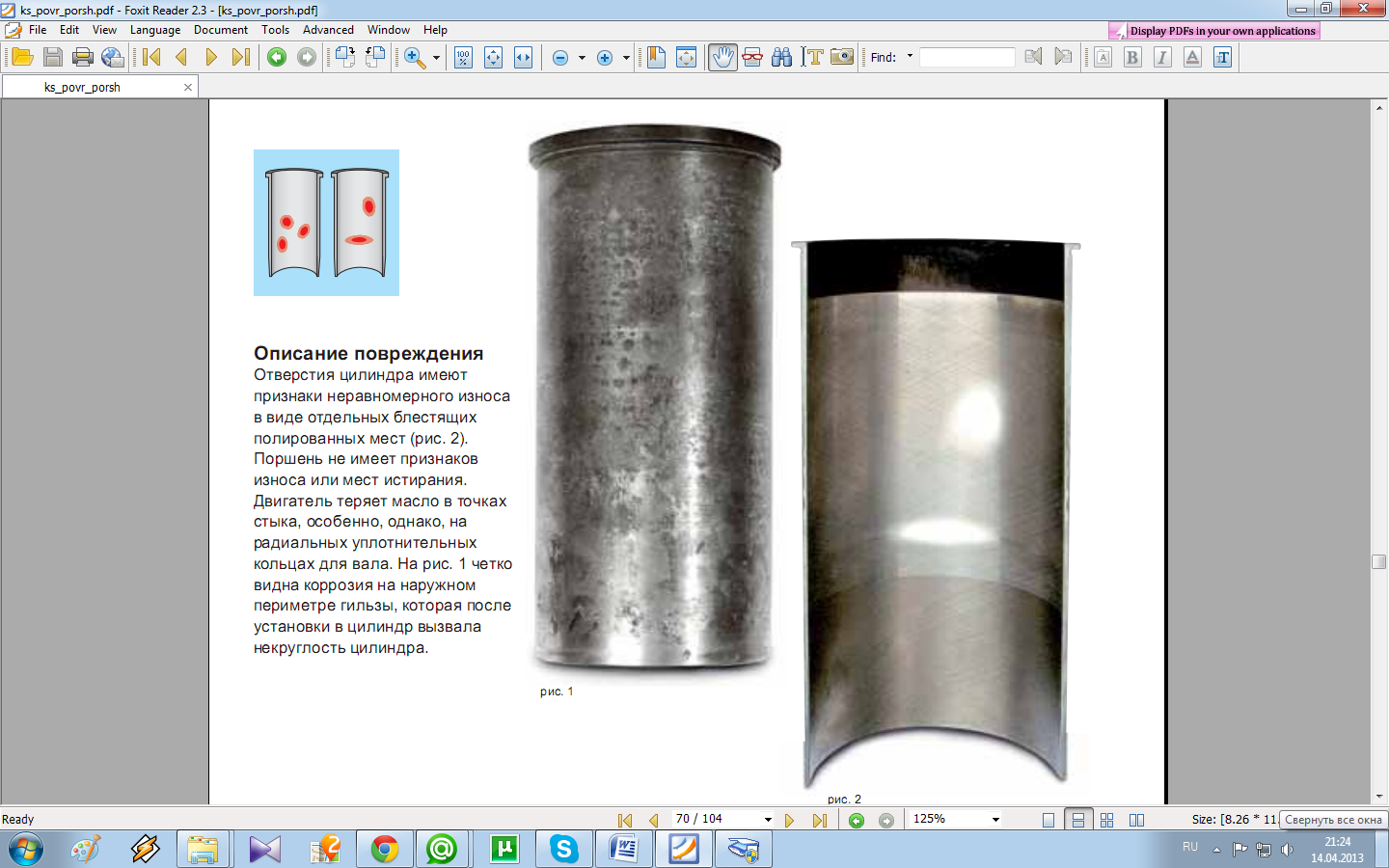
Самый сложный и проблемный случай у всех этих двигателей – попадание охлаждающей жидкости в масло. И если у двигателя с «сухими» гильзами в большинстве таких случаев помогает обработка плоскости головки блока, то что делать, если «мокрая» гильза просела от перегрева (см
Фото 1) или посадочное место под нее изъедено коррозией или просто повреждено по неосторожности при сборке (см. Фото 2 и 3)? В этих случаях требуется индивидуальная подгонка гильз по высоте с обеспечением (и это самое главное !) одинакового и равномерного выступания всех гильз – только тогда будет обеспечена герметичность стыка
И здесь уже не обойтись без специального оборудования и измерительных инструментов.
На 1-ом этапе производятся тщательные измерения высоты гильз и того, насколько они утоплены в блок цилиндров (см. Фото 1). После этого подвариваются дефектные участки посадочных поверхностей в блоке (см. Фото 4 и 5).



На 2-м этапе индивидуально (с учетом высоты гильз) подчищаются посадочные поверхности под гильзы (см. Фото 6 и 7). Затем фрезеруется поверхность блока цилиндров (см. Фото 8). На Фото 9 блок цилиндров обработан под гильзы и отфрезерован.
3-й этап – контрольная сборка с проверкой выступания гильз (если необходимо – с ручной подгонкой) (см. Фото 10). На Фото 11 блок цилиндров готов – обеспечено полное прилегание гильз по посадочным поверхностям и одинаковое и равномерное выступание гильз над поверхностью блока.
Чугун как основной материал для изготовления гильз блока цилиндров
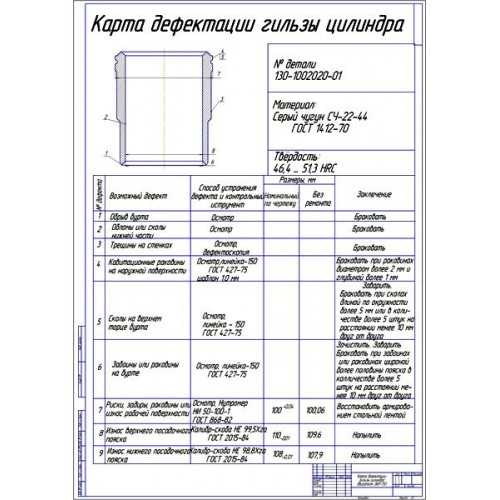
Сегодня принято использовать для производства гильз цилиндров заготовки из чугуна. Этот материал для производства гильз блока цилиндров отвечает всем современным требованиям к деталям для автомобильного двигателя. Серый чугун хорошо себя зарекомендовал в показателях прочности, надежности и износостойкости. Существует 4 основные сплавы гильзы цилиндра из чугуна. Детально смотрите таблицу, приведенную в конце статьи.Материал для изготовления гильз блока цилиндров из нелегированного чугуна плохо подходит для достаточно долгой работы двигателя, особенно если это проходит в трудных условиях эксплуатирования. В такой ситуации происходит сильное трение и воздействие высокой температуры на внешнюю стенку детали гильзы цилиндра и седло клапана. Чтобы повысить износостойкость к гильзе из чугуна присоединяют нирезистовые термовставки. Их производят из чугуна, сильнолегированного большим объемом никеля (Ni). Это приводит к возрастанию показателей износостойкости деталей гильзы цилиндров, но существует ряд обстоятельств, из-за которых ограничивают использование такого способа, а именно: 1) термовставки можно использовать только вверху гильзы цилиндров из чугуна; 2) он нетехнологичный при металлообработке; 3) применение чугуна для детали гильзы цилиндра с большим содержимым Ni во многих случаях неэкономично. Поэтому наша компания отказалась от применения термовставок. Теперь мы изготавливаем гильзы цилиндров из фосфористого высоколегированного чугуна по низким ценам.
Гильзы из фосфористого чугуна различаются большим (0,4–1,5%) содержимым фосфора. Наши лабораторные исследования и большой опыт показывают, что высокая износостойкость характерна для гильз, сделанных из фосфористого чугуна. Наши лабораторные испытания показали как влияет различные добавки к сплаву чугуна на его износостойкость.
— при легировании материала для изготовления гильз блока цилиндров из чугуна его металлическая матрица становится прочнее, а деформация детали гильзы цилиндра в процессе трения становится меньше;
— эластичность и прочность деталей также зависит от свойств его металлического основания;
— поэтому добавление графита как бы служит характерным индикатором легированого чугуна, с его помощью мы делаем выводы о годности к эксплуатации;
— увеличивает надёжность работы детали гильзы цилиндра легирование материала для изготовления гильз блока цилиндров из чугуна такими элементами как: Cr, Cu, Р, Ni, C, Si, Mn, S, Ti, V в приемлемом соответствии с другими элементами.
Все эти действия создают дополнительные защитные слоя на поверхности детали гильзы блока цилиндра в результате трения. Комбинируя все эти методы мы достигли высокого качества нашей продукции, которая соответствует всем современным требованиям и стандартам. Также хотим отметить, что проведенные нами опыты показывают, что прочность, эластичность, и свойства деформации материала для изготовления гильз блока цилиндров из серого чугуна, значительно не различаются, а то и наоборот, превосходят оригинальную продукцию фирм производителей.
Источник
Никасиловое покрытие
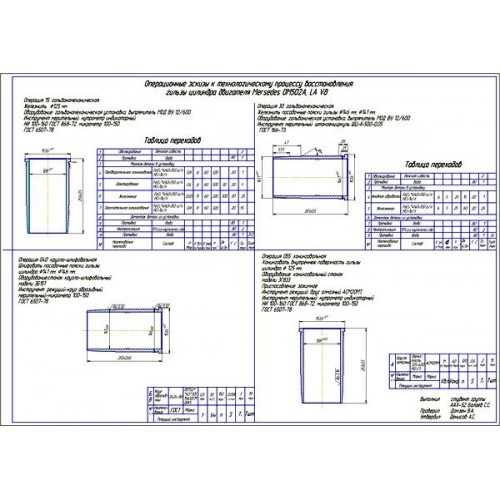
Цилиндры, покрытые никасилом или галникалом, расточке не подвергают (галникал — аналог никасила). Такие блоки производятся немецкими компаниями Kolbenschmidt и Mahle для автомобилей БМВ с двигателями M52B20, M52B23, M52B28 и других. А ещё некоторые силовые установки автомобилей Ford, Honda, Toyota, Mazda, Opel. Преимущество технологии — снижение веса, более стабильный температурный режим.
Вообще, принято считать, что ремонт гильзы цилиндра «одноразового» двигателя невозможен. Лишь менять шорт-блок или мотор, блок в сборе. С другой стороны BMW спокойно перешёл на чугунные залитые гильзы. Его примеру последовали и другие производители.

Нюансы проведения
Гильзование — процесс крайне сложный
Здесь важно просчитывать заранее и учитывать важные тонкости
- Если были установлены втулки только в один или два гнезда, то нарушается геометрия в соседних гнёздах. Чтобы минимизировать процент ошибок, используется свободная посадка холодной гильзы в предварительно нагретый блок.
- Сухие гильзы шлифуют под определённую поршневую группу, хонингуют и после установки в гнёзда. Каждый поршень замеряется, после чего втулки обрабатываются. или подгонка крайне полезна для поршней, которые идеально срабатываются с полостью. Однако после этого такой элемент не подлежит установке в другие гнёзда.
- Не нуждаются в обработке втулки, покрытые пористым хромом. Например, в двигателях японской компании Isuzu. Здесь используют стальные тонкостенные втулки. Они устанавливаются без натяга и прижимаются болтами, установленными поверх БЦ.
- Если до гильзовки цилиндры были покрыты никасилом, то использовать в загильзованном ДВС нельзя! В этом случае подбираются кольца от мотора с чугунными гнёздами или поршни дорабатываются.
Отдельно стоит обратить внимание на вставки для моторов, использующих воздушное охлаждение. Устанавливаются цилиндры здесь по отдельности, так как сформировать блок невозможно — элементы должны охлаждаться
Поэтому и гильзы для них выполнены по примеру мотоциклетных, снабжены рёбрами охлаждения.
К картеру втулки фиксируются через медные прокладки и анкерные шпильки, проходящие сквозь головку БЦ или блока цилиндров. Сама ГБЦ ложится на эти шпильки, затягивается стандартно. Таким образом, цилиндры воздушного ДВС надёжно прижимаются, обеспечивается герметизация. Что касается материала вставок для систем воздушного охлаждения, то это монометалл или биметалл. Сами цилиндры бывают чугунными, стальными или сплавными.
Закалка гильз
Закалка гильз, проводимая токами высокой частоты (ТВЧ), позволяет получить рабочую поверхность, упрочнённую на глубину до 2,5 мм (ЯМЗ – 1,0-2,5), (КамАЗ–1,0 мм). Её твёрдость после закалки ТВЧ достигает 38-48 НRС в зависимости от различных факторов. Удельный износ таких гильз составляет в зависимости от условий эксплуатации автомобиля 0,5-2,0 мкм/1000 км. Достаточная глубина закалённого слоя позволяет производить перешлифовку гильз под ремонтные размеры, что увеличивает ресурс её работы.
Однакопри закалке рабочей поверхности гильз ТВЧсуществует большая вероятность геометрической деформации, образования трещин на закаливаемой поверхности, получения неоднородной твёрдости как по окружности, так и по высоте, неоднородности структуры (наличие обособленных микроучастков структурно-свободного феррита в структуре закалённого слоя и т.п.), что является причиной повышенного износа гильз цилиндров. Для предотвращения этих нежелательных дефектов исследователи подбирают оптимальные режимы закалки (время нагрева под закалку, наличие подогрева перед закалкой, интенсивность наружного и (или) внутреннего охлаждения и т.д.) для каждого определённого химического состава чугуна.
Применение в качестве теплового источника лазерабольшой мощности позволяет устранить названные для закалки ТВЧ недостатки за счёт управляемого подвода теплоты, при котором не требуется подача охлаждающей среды для закалки нагретой зоны, так как мартенситное затвердевание происходит вследствие самозакалки. Максимальная глубина мартенситной структуры при лазерной закалке может достигать 1,5 мм практически для всех применяемых марок чугуна. Испытания показали, что гильзы, упрочнённые лазерным лучом, имеют износостойкость и твёрдость рабочей поверхности большую или равную азотированным, гильзам с нирезистовой вставкой и упрочнённым ТВЧ.
Следует отметить, при обработке лазерным излучением графит, находящийся на рабочей поверхности гильзы цилиндра, выгорает под действием высоких температур, что приводит к увеличению шероховатости поверхности и ряду других отрицательных при работе детали последствий. Также необходимо дорогое оборудование для проведения лазерной закалки.
Из выше изложенного следует, что методы упрочнения рабочей поверхности гильз цилиндров как широко распространённые, так и альтернативные, должны в результате воздействия на неё устранять недостатки, вызванные литейным процессом и, в зависимости от назначения и химического состава, придавать детали качества, необходимые для обеспечения ресурса работы двигателя. Однако, как видно из обзора источников наработки двигателей до отправки в капитальный ремонт, в том числе с указанными методами упрочнения, в реальных условиях эксплуатации существенно ниже нормативных. Таким образом, поиск новых способов и методов упрочнения рабочей поверхности гильзы цилиндров для нынешнего состояния автомобильного двигателестроения является объективной необходимостью.
ООО » МоторИнтех «
Специальное предложение
Новое предложение.
Шлифовка грузового коленчатого вала в течение суток! Подробности уточняйте у сотрудников приемки.
Новости
Теперь у нас в компании вы можете преобрести восстановленые детали двигателей. Информацию о наличии и стоимости деталей вы можете узнать в перечне восстановленных деталей.
Новое оборудование.
Ультразвуковая ванна УЗВ-2ДН для мойки деталей размером:
— Высота — 500мм — Ширина — 450мм — Длина — 850мм
Автозапчасти и комплектующие
Услуга от Автозапчасти и комплектующие для вашего автомобиля в наличии и на заказ. Телефоны: 8 (495) 325 0131, 8 (495) 785 8137 (многоканальный)
Хонингование
Ранее мы упомянули о такой процедуре, как хонинговка. Эта операция призвана уменьшить шероховатость стенок цилиндров. Благодаря хонингованию улучшается приработка поршневых колец и увеличивается ресурс отремонтированного двигателя.





- Черновая обработка цилиндров. В данном случае мастер использует крупный абразив.
- Финишная обработка. В ходе операции используется мелкозернистый абразив, что дает возможность получить высокую точность обработки. В качестве абразива применяются керамические или алмазные бруски. Последние отличаются высокой надежностью и долговечностью. Поэтому обработка керамическими брусками уходит в прошлое.
- Мойка двигателя. В ходе этого этапа удаляются остатки полировочной пасты и металлическая стружка. Не заржавеет ли металл? Все элементы ДВС выполнены из высокостойких к коррозии сплавов.
- Финишная чистка. Используется не всеми мастерами, но позволяет удалить старые впадины и углы, что образовались в процессе хонингования. Так достигается высокая гладкость поверхности цилиндров.
Мат.часть мокрые и сухие гильзы
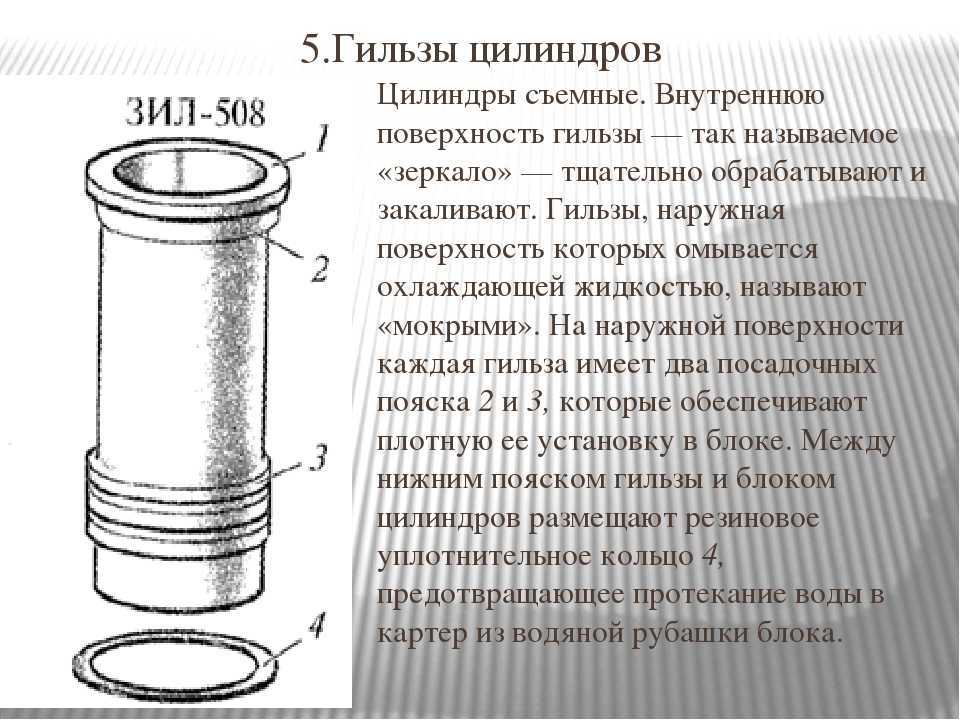
«Мокрые» гильзы. Конструкцией двигателя с водяным охлаждением предусмотрена полость в картере двигателя, так называемая «рубашка охлаждения». Гильза, соприкасающаяся свой поверхностью с охлаждающей жидкостью находящейся в «рубашке охлаждения» называется «Мокрой». «Мокрые» гильзы цилиндров обеспечивают лучший отвод тепла, но картер двигателя с такими гильзами обладает меньшей жесткостью. Большое распространение эти гильзы получили на грузовых и тракторных двигателях в силу своей высокой ремонтопригодности.Как правило, выпускаемые производителями «мокрые» гильзы не требуют перед установкой, какой либо доработки. Изношенные «мокрые» гильзы в большинстве случаев не ремонтируют, а заменяют новыми без снятия двигателя с шасси. Для предотвращения прорыва газов в охлаждающую жидкость и просачивания этой жидкости в цилиндр и картер двигателя «мокрые» гильзы комплектуются уплотнительными прокладками. Внутренняя поверхность гильз тщательно обрабатывается (хонингуется)для того что бы обеспечить наличие требуемой масляной пленки для смазки поршневых колец.
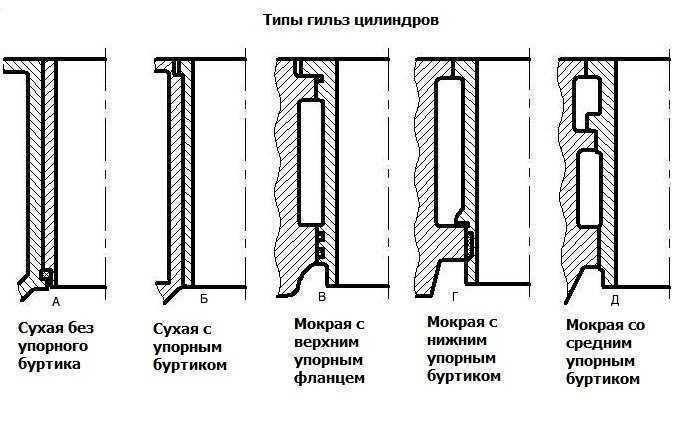
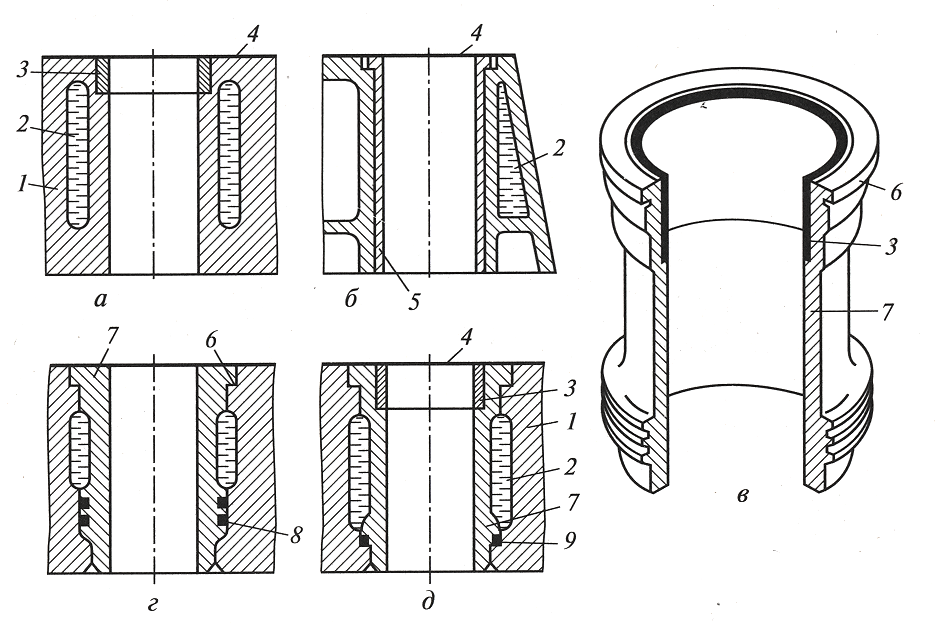
Гильзы, не имеющие соприкосновения с охлаждающей жидкостью, называются «сухими» гильзами. Конструкцией некоторых двигателей предусмотрена заливка при изготовлении в блок картер гильз изготовленных из износостойкого материала, создавая тем самым оптимальные условия для работы цилиндро поршневой группы. Например, некоторые модели двигатели HONDA, Lend Rover, Volkswagen, AUDI, VOLVO и многих других производителей имеют алюминиевый блок цилиндров (для уменьшения веса силового агрегата) и залитые в него «сухие» гильзы (для увеличения ресурса и повышения ремонтопригодности).Но самое широкое распространение «сухие» гильзы получили в сфере капитального ремонта двигателя. Не «загильзованный» блок цилиндров современного двигателя имеет несколько, предусмотренных технологией, расточек с последующей установкой в него ремонтных поршней. Установка «сухих» гильз позволяет не менять блок двигателя даже после износа цилиндра расточенного в последний ремонтный размер .Производители гильз выпускают так называемые, заготовки гильз, то есть гильзы имеющие запас по длине и внешнему диаметру, которые после токарной обработки запрессовываются с натягом в блок цилиндров. Такие гильзы как правило не имеют обработки внутренней поверхности. Они растачиваются и хонингуются только после установки гильзы в блок цилиндров. Поверхность блока цилиндров под установку тоже повергается тщательной обработке: расточке и в некоторых случаях хонингованию. Гильза с упором устанавливается в блок под давлением, с натягом (в среднем 0,03-0,04 мм), для гильз, не имеющих упора натяг больше. Наружная поверхность «сухих» ремонтных гильз, как правило, подвергается шлифовке, для увеличения плотности прилегания к блоку цилиндров.Гильзы могут фиксироваться при установке верхним буртом, нижним буртом или вообще могут устанавливаться без упора.Некоторые японские производители, например ISUZU, изготавливают двигатели с тонкостенными стальными гильзами, имеющими покрытие из пористого хрома железом. Такие гильзы не подвергаются механической обработке и устанавливаются в блок цилиндров без натяга, с небольшим усилием и удерживаются в блоке за счет прижатия широкого бурта гильзы головкой блока. Блок картер с сухими гильзами имеет повышенную жесткость по сравнению с блоком, с установленными «мокрыми» гильзами.
При чём здесь гильзовка
Зачастую возникает ситуация, при которой расточить цилиндры двигателя не представляется возможным. Это может случиться, если толщина цилиндра слишком мала или цилиндр имеет глубокие каверны, которые также исключают расточку без риска повреждения целостности узла.
В этом случае изначальную форму цилиндру можно вернуть, поместив в него гильзу круглого сечения. Конечно, такая гильзовка не позволит увеличить мощность агрегата, но она может стать решением в случае проведения ремонтных работ.
Вставленная таким образом в цилиндр гильза будет принимать на себя удар поршня. Со временем она также придёт в негодность, и её можно будет, в свою очередь, заменить. Правда, здесь следует отметить, что к этому моменту по статистике уже будет требоваться замена не только гильзы, но и самого поршня и колец.