
Классы точности
Для того чтобы иметь возможность производить обработку деталей одного и того же размера с различными допусками в зависимости от характера и назначения этих деталей, системы допусков составляют из нескольких классов точности обработки.
Классам точности придают названия и порядковый номер; номер возрастает по мере убывания степени точности.
Таким образом первый класс является самым точным (весьма точный, очень точный), второй класс служит для точных работ (точный), третий класс — для работ средней или обыкновенной точности (средний); для более грубых работ применяются классы точности 4, 5, 6, 7, 8, 9 в порядке убывания степеней точности. Число классов в разных системах допусков бывает различное. В нашей системе ОСТ — 9 классов точности, причём 6-й класс временно не установлен; в германской системе DIN — 4 класса точности.
Каждый класс охватывает несколько посадок; число посадок в низших классах обычно меньше, чем в высших, исходя из того, что точность большого количества градаций не имеет смысла.
Второй класс является основным и в него входят все посадки. Это особое значение данного класса отмечено тем, что условное обозначение его на чертежах не ставится.
Точность обработки по тому или другому классу достигается на различных станках и разными способами.
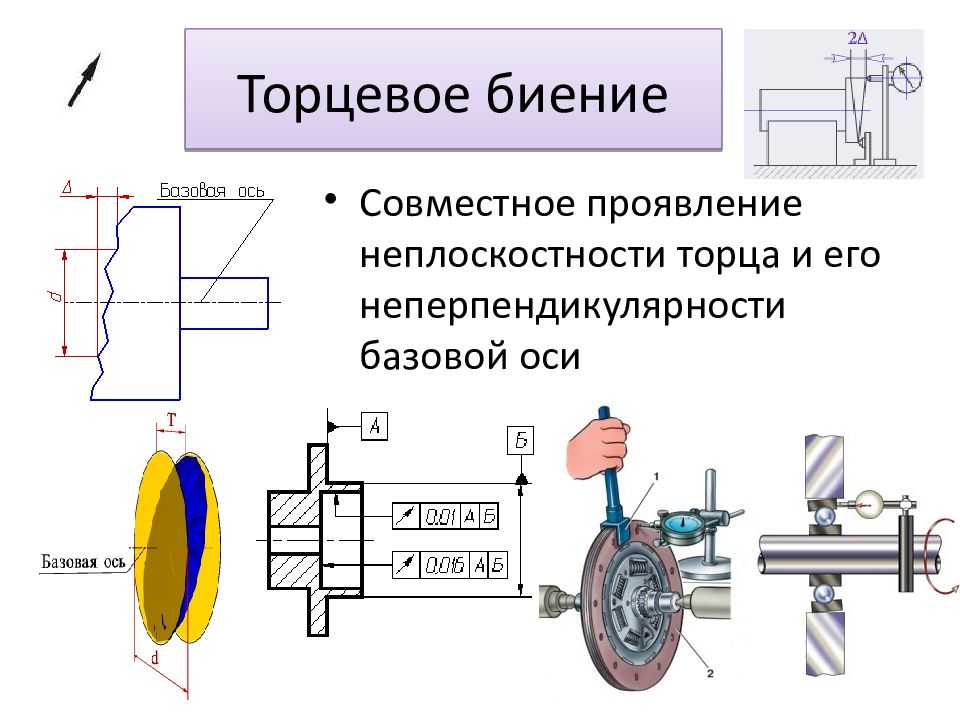
Торцевое биение: симптомы, причины и лечение
Торцевое биение – это серьезное заболевание, которое проявляется в случае нарушения работы сердца. Оно характеризуется расстройством ритма сердечных сокращений, что может привести к серьезным последствиям, вплоть до остановки сердца.
Главными причинами торцевого биения являются нарушения в работе сердца и сосудов, а также различные нервные расстройства. Это может привести к артериальной гипертензии, инфаркту миокарда, инсульту и другим смертельным заболеваниям.
Симптомами торцевого биения обычно являются резкое изменение ритма сердечных сокращений, ощущение перебоев в работе сердца, повышение или понижение артериального давления, одышка, головокружение и обмороки. Также может наблюдаться желтушный цвет кожи, нарушение координации движений и заторможенность.
Лечение торцевого биения заключается в применении специальных препаратов, направленных на нормализацию сердечного ритма и установление нормального давления в сосудах
Также важно привести в норму нервную систему и снизить стрессовые нагрузки. В некоторых случаях может понадобиться хирургическое вмешательство
Важно помнить, что торцевое биение – это серьезное заболевание, которое может привести к серьезным последствиям. Поэтому, при первых признаках его проявления, обязательно обратитесь за консультацией к врачу и получите профессиональную помощь
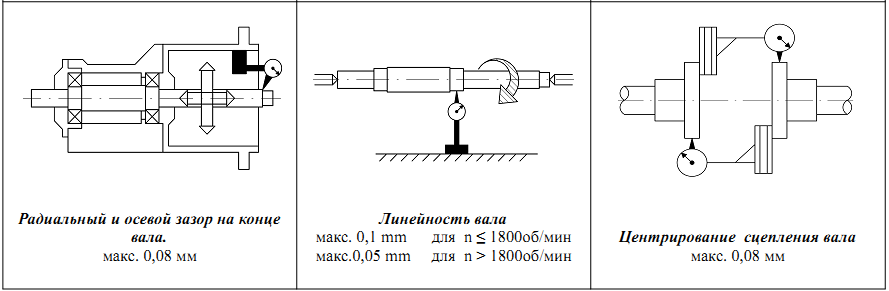
Методы измерения и контроля торцевого биения
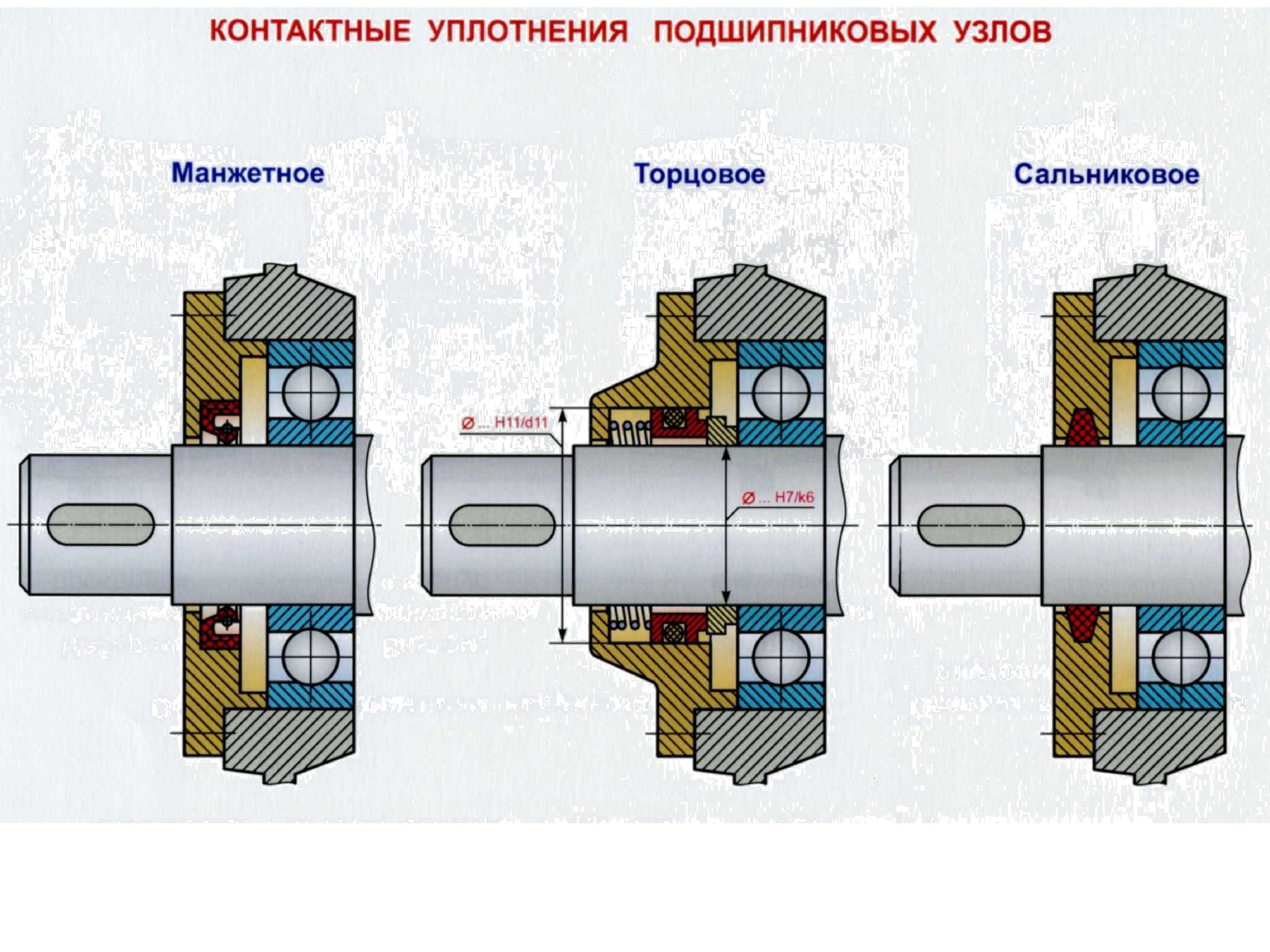
- Визуальный метод: данный метод основан на визуальном наблюдении за объектом и определении отклонений от идеального состояния. С помощью осветительного прибора можно обнаружить торцевое биение на поверхности объекта и оценить его величину. Однако визуальный метод имеет низкую точность измерений и не всегда позволяет выявить малые отклонения.
- Измерение с помощью компаратора: данный метод основан на использовании специальных устройств — компараторов, которые позволяют измерять различные параметры объекта, в том числе и торцевое биение. Компараторы позволяют получить более точные результаты и выявить даже малейшие отклонения от идеального состояния. Однако данный метод требует специального оборудования и специалистов с соответствующими навыками.
- Измерение с помощью лазерного интерферометра: данный метод основан на использовании лазерного луча и принципе интерференции. Лазерный интерферометр позволяет измерять торцевое биение с высокой точностью и получать результаты в цифровом формате. Однако использование лазерного интерферометра также требует специального оборудования и специалистов с соответствующими знаниями.
Торцевое биение является важным параметром, который необходимо контролировать для обеспечения надежной работы механизмов. Использование правильного метода измерения и контроля позволяет выявить и исправить отклонения в работе объектов и повысить их эффективность и долговечность.
Торцевое Биение своими словами для детей
Торцевое биение — это маленькое отклонение поверхности вращающейся детали от прямой плоскости, которая находится перпендикулярно к оси вращения. Давайте представим, что у нас есть игрушечная машина, у которой есть колесо на задней оси. Когда мы включаем машину, колесо начинает вращаться очень быстро. Если мы посмотрим на боковую сторону колеса, мы увидим, что оно не совсем ровное, а немного наклонено. Это и есть торцевое биение.
Торцевое биение может быть вызвано разными причинами. Например, когда деталь изготавливается, могут возникнуть небольшие ошибки в процессе обработки, из-за которых поверхность становится неровной. Также, если деталь не правильно установлена на ось вращения, это может вызвать торцевое биение.
Торцевое биение может вызвать некоторые проблемы. Во-первых, оно может вызвать шум и вибрацию. Когда колесо начинает вращаться с торцевым биением, оно может создавать неприятный звук и трясти всю машину. Это может быть очень раздражающим и может помешать нам наслаждаться игрой с нашей игрушечной машиной.
Кроме того, торцевое биение может повлиять на работу детали. Например, если у нас есть зубчатое колесо с торцевым биением, оно может не правильно взаимодействовать с другими зубчатыми колесами. Это может вызвать проблемы в работе механизма и привести к поломке.
Чтобы избежать торцевого биения, очень важно правильно изготовить и установить деталь. Производители обычно используют специальные инструменты и технологии, чтобы сделать поверхности деталей ровными и снизить торцевое биение
Кроме того, важно правильно установить деталь на ось вращения и проверить, чтобы она была ровно и прямо.
В заключение, торцевое биение — это небольшое отклонение поверхности вращающейся детали от прямой плоскости. Оно может вызвать шум, вибрацию и проблемы в работе детали
Чтобы избежать торцевого биения, важно правильно изготовить и установить деталь
Используемая литература:1. Бусыгина Е.Б., Соломонов К.Н., Чиченева О.Н. – Основы технического черчения. – М.: «МИСиС», 2004. – 112 с.2. Лагерь А.И. Инженерная графика. – М.: Высшая школа, 2008. – 270 с.3. Левицкий В.С. Машиностроительное черчение. — М.: Высшая школа, 1988. – 351 с.4. Чекмарев А.А. Инженерная графика. – М.: Высшая школа, 2000. – 365 с.5. Чекмарев А.А., Осипов В.К. Справочник по машиностроительному черчению. – М.: Высшая школа, 2002. – 493 с.6. Аристов В.М., Аристова Е.П. Инженерная графика-М.: Изд. «Альянс», 2006.-256с.Значение термина Торцевое Биение на academic.ru
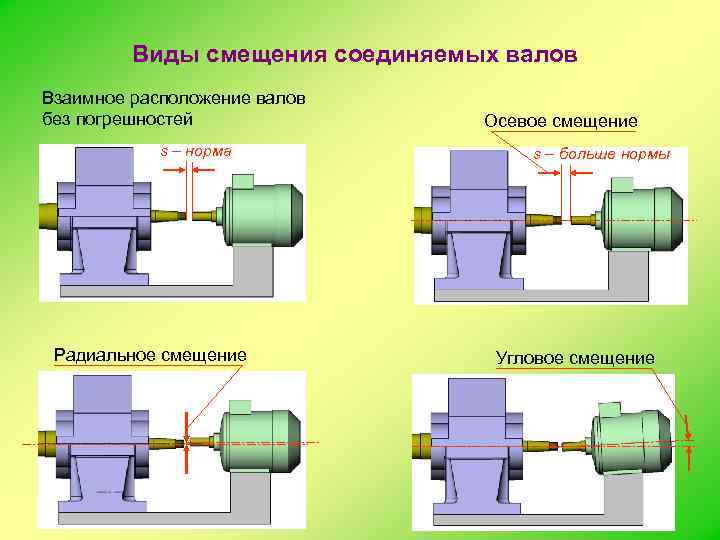
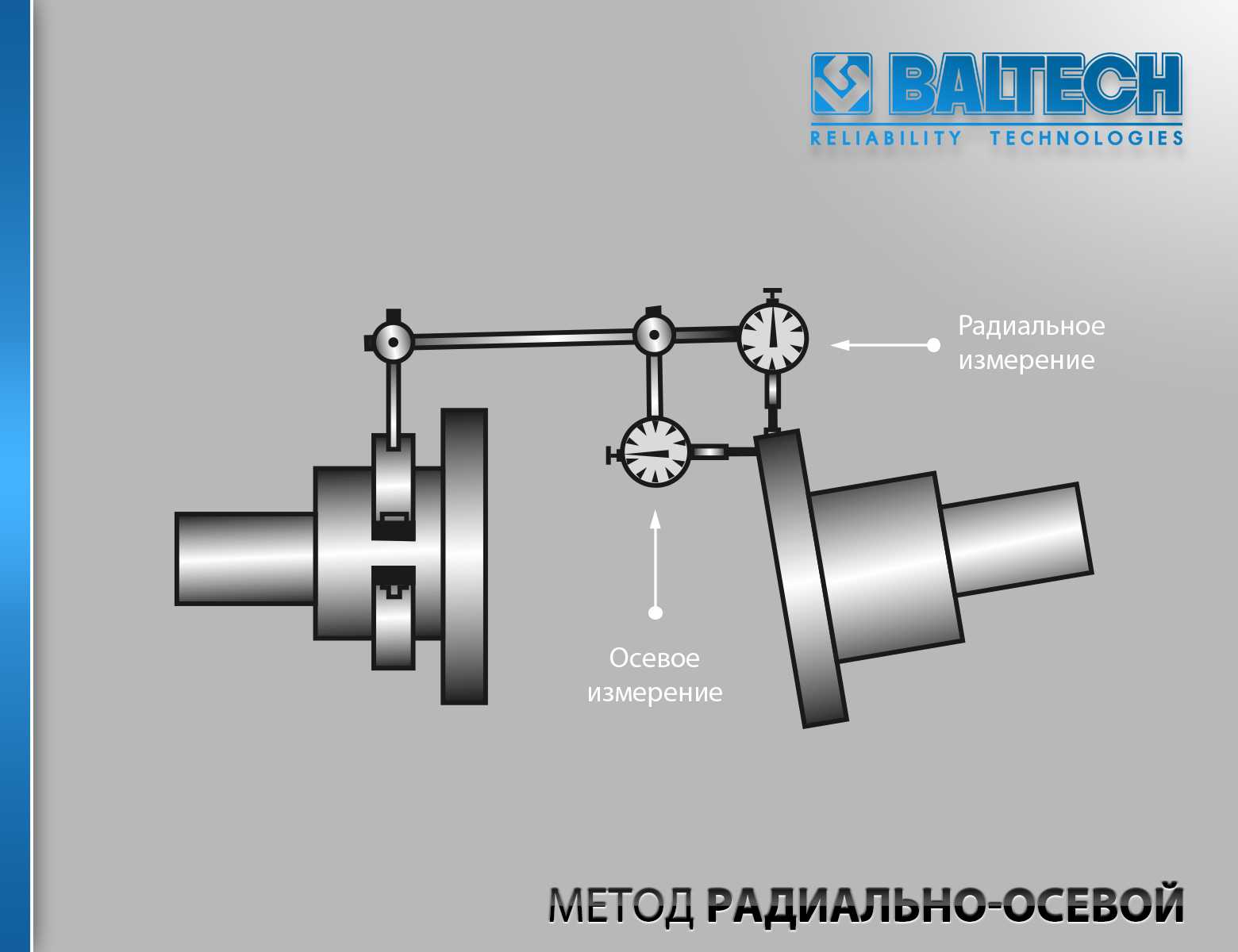
Разница между осевым и радиальным биением
Оба типа биения представляют собой отклонения от намеченной оси вращения, но направление отклонения и воздействие на заготовку различны для каждого типа.
Объяснение радиального биения
Радиальное биение — это когда ось вращения не совпадает с центральной линией шпинделя, но все еще отклоняется от нее.
Радиальное биение – это величина, которая одинакова на всем протяжении оси станка.
На ней показано, как движется поворотный стол при повороте в горизонтальной плоскости.
Иногда это называют эксцентриситетом или боковым переносом.
Объяснение осевого биения
Когда ось вращения режущего инструмента отклоняется от плоскости вдоль его оси вращения, это называется осевым биением.
Из-за отклонения ось теперь наклонена и больше не проходит параллельно главной оси.
Осевое биение будет зависеть от того, где на основании оно измеряется.
Осевое биение может привести к ряду проблем, таких как неравномерная нагрузка стружки, чрезмерная вибрация инструмента, смещение наконечника и проблемы с шероховатостью поверхности и ее образованием.
Эффекты радиального и осевого биения
Оба вида биения могут сделать инструмент или часть оборудования менее точными, из-за чего они могут отклониться от своей идеальной оси.
Радиальное биение затрудняет центрирование детали на столе, что приводит к угловым ошибкам и плохому качеству поверхности в виде ошибок круглости.
Осевое биение изменяется там, где режущий инструмент находится в вертикальной плоскости, что вызывает неравномерную нагрузку на стружку, сокращает срок службы инструмента и усиливает вибрацию.
Это, в свою очередь, может привести к тому, что поверхность заготовки будет плохо обработана, например, появятся шероховатости, волны и следы вибрации.
При обработке по оси Z осевое биение также может изменить глубину резания и привести к ошибкам в размерах, например конусности.
Измерение осевого и радиального биения
В большинстве случаев для измерения биения муфты или вала используется циферблатный индикатор со стандартным магнитным основанием.
Просто положите магнитное основание на плоскую поверхность рядом с валом или муфтой.
Затем наденьте циферблатный индикатор на муфту или вал и посмотрите, как двигается циферблат.
Eсли биение слишком большое, это означает, что внутренний диаметр ступицы муфты изношен или что вал погнут.
В некоторых случаях рекомендуется также проверить осевое биение муфты, поместив циферблатный индикатор на внешнюю поверхность ступицы муфты.
Осевое биение можно измерить несколькими способами.
Циферблатные индикаторы, лазерные датчики и координатно-измерительные машины являются одними из наиболее распространенных способов сделать это.
Простые измерения часто выполняются с помощью циферблатных индикаторов, например, с магнитным основанием.
Проверка выполняется путем помещения магнитного основания на плоскую поверхность и надевания циферблатного индикатора на вал или муфту для измерения биения.
Лазерные датчики или координатно-измерительные машины могут использоваться для более точных и точных измерений.
Эти устройства позволяют проводить измерения, не прикасаясь к ним, и они могут измерять биение по нескольким осям одновременно.
Измерение зазоров, биений и вибраций электрических машин – Измерение биений
Содержание материала
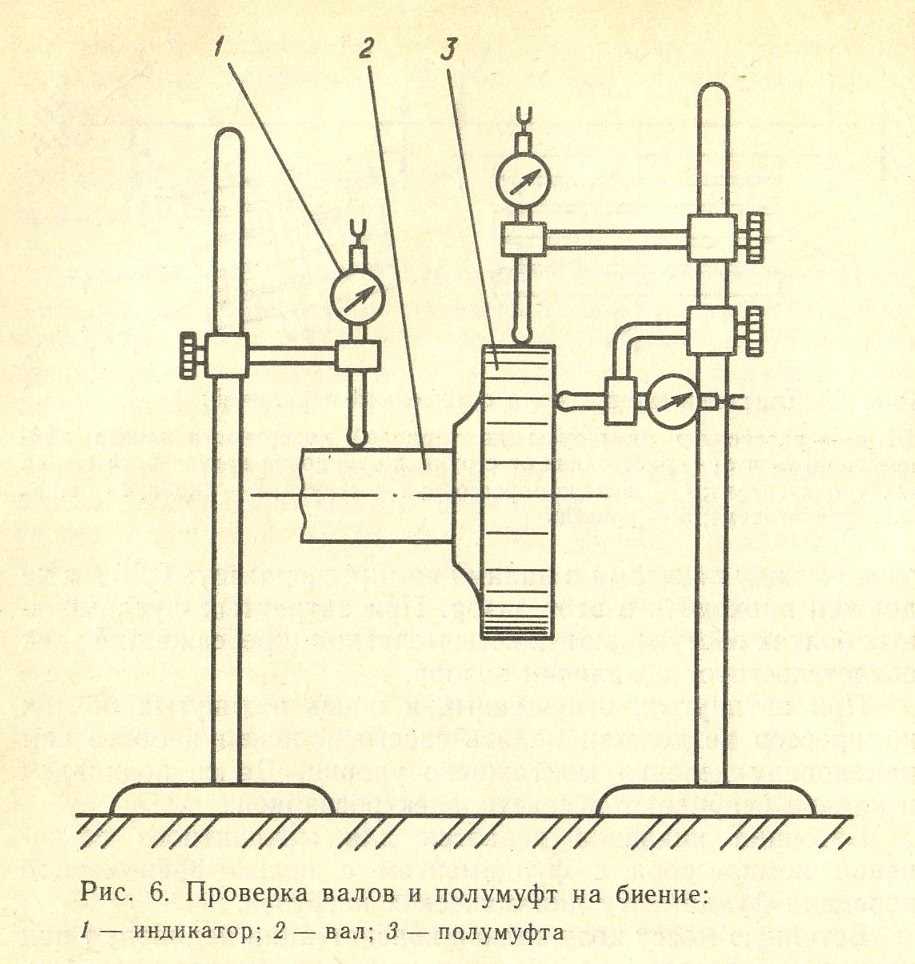
В. ИЗМЕРЕНИЕ БИЕНИЙ Биение вращающихся частей определяют индикатором часового типа. Для измерения радиального биения вала индикатор устанавливают на плоскость разъема подшипникового стояка либо на другое жесткое основание (рис. 7). Проверяемую окружность делят на восемь равных частей, измерительный стержень индикатора устанавливают в верхней части проверяемой поверхности, предварительно стрелку его устанавливают на нуль. Поворачивая ротор (вручную или краном), производят запись показаний индикатора при каждом из восьми положений вала. Для более легкого поворачивания ротора шейку вала смазывают маслом. Запись показаний индикатора ведут со знаком « + » или « —» в зависимости от направления отклонения его стрелки. Разница в показаниях индикатора свидетельствует об эксцентричности проверяемой поверхности или искривлении вала.

![Глава ii. обработка деталей на токарных станках [1968 орнис н.м. - основы механической обработки металлов]](https://okz-rybinsk.ru/wp-content/uploads/e/8/1/e8115c1682c9d424d68ad1c1a54500e8.png)
Проверка радиального биения
Величина искривления вала по отношению к его оси равна половике биения. Для получения правильных измерений необходимо перед отсчетом величины биения убедиться в правильной установке индикатора и надежности его закрепления. Для этого перед отсчетом слегка постукивают рукой по индикатору; если после постукивания стрелка индикатора установится в прежнее положение, то это укажет на правильную установку индикатора. Доказательством того, что индикатор не был смещен при измерениях, служит совпадение его показаний при вторичном измерении биения в точке / с показаниями при первом измерении в той же точке. Чтобы избежать искажения показаний, надо при каждом измерении ослаблять трос, которым поворачивают ротор; необходимо также проверить плотность установки вкладышей в расточке стояка и убедиться в отсутствии задевания ротора за какие-либо части. Чтобы исключить случайные ошибки, измерения повторяют два-три раза, несколько сдвигая каждый раз индикатор вдоль оси. Допустимое биение шеек валов составляет 0,02 мм для диаметров 100—200 мм и 0,03 мм для диаметров более 200 м. В местах установки уплотнений биение не должно превышать 0,05—0,06 мм. Допустимое биение вала ротора в других местах составляет 0,06—0,08 мм для быстроходных машин (3000 об/мин) и 0,10—0,12 мм — для тихоходных.
Проверка осевого биения полумуфты
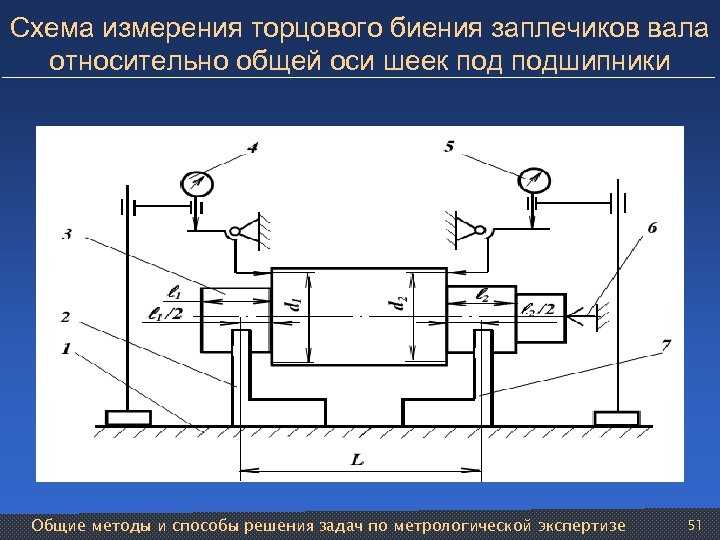
Осевое биение торца полумуфты проверяют двумя индикаторами, установленными в диаметрально противоположных точках торца полумуфты (рис. ![]() на одинаковом расстоянии от оси вращения. Применение двух индикаторов исключает ошибки, связанные с возможными осевыми сдвигами ротора в процессе измерений. Здесь также окружность полумуфты разделяют на четное число равных частей, например на восемь. Измерительные стержни индикатора упирают в торец полумуфты на расстоянии 10—15 мм от края. Биение торца полу муфты определяют на основании восьми пар показаний индикаторов соответственно восьми различным положениям ротора. Для нахождения величины биения торца полумуфты на каком-либо диаметре определяют сумму показаний обоих индикаторов для одной и той же точки торца муфты при двух положениях вала — до и после поворота его на 180°. Если при первоначальном положении ротора показание индикатора / в точке / будет 7|, показание индикатора // в точке 5 составит //5, а при повороте ротора на 180° (см. штриховую линию на рис. 8, б) показания индикаторов будут соответственно равны /5 и /Л, то биение As торца полумуфты на диаметре 1—5 определится по формуле Значения Л, /Л, /5 и //5 в формуле имеют знак « + » при отклонении стержня индикатора в сторону индикатора и знак « — » при отклонении стержня в сторону муфты.
на одинаковом расстоянии от оси вращения. Применение двух индикаторов исключает ошибки, связанные с возможными осевыми сдвигами ротора в процессе измерений. Здесь также окружность полумуфты разделяют на четное число равных частей, например на восемь. Измерительные стержни индикатора упирают в торец полумуфты на расстоянии 10—15 мм от края. Биение торца полу муфты определяют на основании восьми пар показаний индикаторов соответственно восьми различным положениям ротора. Для нахождения величины биения торца полумуфты на каком-либо диаметре определяют сумму показаний обоих индикаторов для одной и той же точки торца муфты при двух положениях вала — до и после поворота его на 180°. Если при первоначальном положении ротора показание индикатора / в точке / будет 7|, показание индикатора // в точке 5 составит //5, а при повороте ротора на 180° (см. штриховую линию на рис. 8, б) показания индикаторов будут соответственно равны /5 и /Л, то биение As торца полумуфты на диаметре 1—5 определится по формуле Значения Л, /Л, /5 и //5 в формуле имеют знак « + » при отклонении стержня индикатора в сторону индикатора и знак « — » при отклонении стержня в сторону муфты.
Радиальное торцевое биение
|
Установка концентричных втулок при креплении венца мельницы Ш-50.| Схема центровки зубчатого венца и шестерни привода. |
Центровку венца относительно барабана производят, замеряя радиальное и торцевое биения, при вращении барабана.
Характер работы зубчатых передач проверяется по шуму, вибрации, величинам радиальных и торцевых биений колес. В цепных передачах у цепных и ленточных конвейеров проверяется правильность набегания цепей и лент.
После установки шкивов на валы проверяют параллельность валов, совмещение середин шкивов, радиальное и торцевое биение. Параллельность валов проверяют по торцам шкивов, которые должны располагаться в одной плоскости. Для проверки пользуются линейкой — при близком расположении шкивов ( рис. VI-10, а) — или натянутым шнуром.
При проверке перемещения режущих кромок червячных фрез по углу поворота комплексно учитываются собственно погрешности шага, радиальное и торцевое биение, погрешности окружного шага и угла наклона винтовых гканавок.
|
Форма и расположение правильного пятна контакта зацепления конических шестерен.| Способы регулировки пары конических шестерен главной передачи. |
Для качественной сборки зубчатой передачи оси шестерен должны быть в одной плоскости на правильном расстоянии, а радиальное и торцевое биение шестерен, а также зазор в зацеплении — в допустимых пределах и контактное пятно должно соответствовать требованиям.
В ИСО 1328 — 1975 также содержатся допуски на диаметры отверстия, вала и цилиндра выступов заготовок зубчатых колес и допуски на радиальное и торцевое биение базовых поверхностей.
Уплотнения масло — газ; акт проверки всасывающего тракта нагнетателя; акт на закрытие нагнетателя; акт опрессовки нагнетателя; акт опрессовки блока стопорного и регулирующего клапанов ГТУ; акт проверки воздушного охлаждения турбины; акт на закрытие турбб-блока; акт на закрытие камеры сгорания; акт уравновешивания ротора на балансировочном станке; акт анализа масла после ремонта агрегата; акт на готовность агрегата по механической части; акт проверки теплового состояния корпуса турбины, изоляции газоходов; акт приемки ГГПА из ремонта; формуляры технического состояния ( проточная часть ОК, ТВД ТНД и центробежного нагнетателя ( ЦБН); положение роторов по оси; турбодетандер; подшипники ТВД, ТНД, ЦБН; главный маслонасос; насос пусковой; импеллер; насос шестеренчатый; регулирование; реле осевого сдвига; камера сгорания; положение роторов и корпусов по уровню; радиальное и торцевое биение роторов; положение роторов по расточкам; проверка системы охлаждения турбины; температура корпусов и газоходов; тепловые расширения); справку о трудозатратах на ремонт; ведомость расхода материалов и 34; особые замечания.
При монтаже лебедки У2 — 300 следует обратить внимание на выверку соосности промежуточных валов с валами электродвигателей и валом барабана лебедки. Допустимое радиальное и торцевое биение следует выдерживать также в пределах 0 5 — 0 8 мм
При выверке промежуточного вала с валом электродвигателя следует добиться такого положения, чтобы при получении допустимого торцового и радиального биения между лапами мотора и рамой обязательно были положены металлические прокладки толщиной 4 — 6 мм.
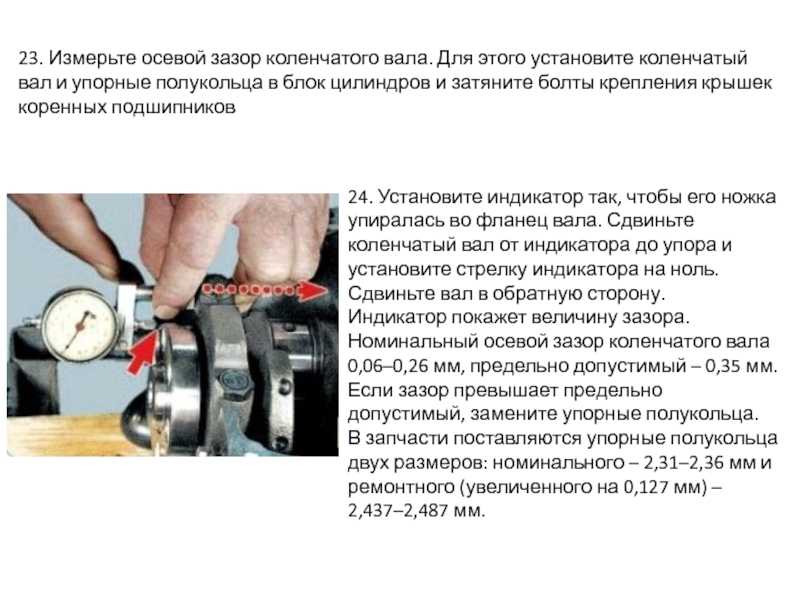
Маховик устанавливают на фланце коленчатого вала по заводским меткам и закрепляют шпильками и гайками. Затем проверяют радиальное и торцевое биение обода.
Для большей точности при индивидуальном производстве сборку проводят в процессе изготовления колеса в механическом цехе с тем, чтобы окончательная обточка венца и последующая обработка зуба производилась совместно со ступицей на центровой оправке. Это обеспечивает меньшие погрешности в радиальном и торцевом биении собранного колеса. При массовом производстве сборка венца со ступицей делается после окончательного и раздельного их изготовления.
Типичными отклонениями в расположении поверхностей являются: радиальное и торцевое биения, несоосность, разностенность, скрещивание осей и откло — нение расстояния между ними, несимметричность, неперпендикулярность, непараллельно сть.
Монтаж цепной передачи сводится к установке и закреплению звездочек на валах, надеванию цепи, ее натяжению с помощью различных приспособлений и регулировке. После установки и закрепления звездочек на валу их проверяют на радиальное и торцевое биение с помощью индикаторов.
Заготовка, установленная на станок, должна быть проверена на радиальное и торцевое биения, а также на отклонение образующей. Последняя проверка производится для особо точных, а также крупногабаритных колес и валковых шестерен.
Предотвращение и устранение
Для предотвращения торцевого биения и его негативного влияния на работу механизмов необходимо принять некоторые меры.
- Точное соблюдение требований к размерам и форме деталей, особенно при изготовлении взаимосвязанных частей;
- Использование материалов высокого качества и исправное их хранение;
- Правильное смазывание элементов механизма для снижения трения;
- Контроль правильной установки деталей во время монтажа;
- Исключение покоса или деформации деталей при их эксплуатации;
- Соблюдение режимов работы и обслуживания механизма, включая проверку и регулировку;
- Устранение дефектов и повреждений своевременно с помощью ремонта или замены деталей.
Если торцевое биение все-таки возникло, его можно устранить с помощью различных методов и инструментов:
- Регулировка положения деталей, внесение корректировок в их установку;
- Использование высокоточных инструментов для правильной обработки и высверливания отверстий;
- Изменение параметров и режимов работы механизма с целью снижения нагрузки на поврежденные детали;
- Замена дефектных деталей новыми или качественно восстановленными;
- Профилактическое обслуживание и регулярная проверка состояния механизма.
Помните, что торцевое биение может серьезно повлиять на работоспособность и срок службы механизма
Поэтому важно принять все необходимые меры для его предотвращения и устранения
Методы предотвращения торцевого биения
В первую очередь, необходимо правильно подобрать материалы поверхностей, которые контактируют друг с другом. Использование материалов с разной твёрдостью и структурой может снизить вероятность возникновения торцевого биения.
Другим методом предотвращения торцевого биения является использование специальных смазочных материалов или добавок к маслам. Эти материалы обеспечивают снижение трения и износа, что приводит к уменьшению вероятности возникновения торцевого биения.
Также важно правильно распределить нагрузку между деталями, чтобы избежать излишней нагрузки на одну из них, что может провоцировать торцевое биение. В некоторых случаях применяют специальные пружинные элементы, такие как шайбы или упругие кольца, которые поглощают осцилляционное движение и снижают возможность возникновения торцевого биения
В некоторых случаях применяют специальные пружинные элементы, такие как шайбы или упругие кольца, которые поглощают осцилляционное движение и снижают возможность возникновения торцевого биения.
Наконец, контроль и обслуживание механизмов являются важными методами предотвращения торцевого биения. Регулярная проверка состояния деталей и своевременное удаление загрязнений или изношенных элементов позволят поддерживать нормальную работу механизмов и уменьшить вероятность возникновения торцевого биения.
Меры по устранению торцевого биения
Мера
Описание
1
Проверка точности изготовления деталей — необходимо обратить внимание на качество и точность изготовления деталей, так как неточности могут быть причиной торцевого биения. 2
Использование высококачественных подшипников — подшипники с высокой точностью и стабильностью помогут уменьшить торцевое биение в механизмах.
3
Установка компенсаторов — компенсаторы позволяют компенсировать небольшую ошибку при установке и тем самым устраняют торцевое биение.
4
Калибровка и регулировка механизма — регулярная проверка и настройка механизма помогут предупредить или устранить проблемы с торцевым биением.
5
Использование специализированных инструментов — при монтаже и обслуживании механизмов следует использовать специальные инструменты, позволяющие более точно устанавливать детали и избежать торцевого биения.. Соблюдение этих мер позволит уменьшить или полностью исключить торцевое биение, повысив надежность и эффективность работы механизмов
Соблюдение этих мер позволит уменьшить или полностью исключить торцевое биение, повысив надежность и эффективность работы механизмов.
Последствия торцевого биения
- Повышенный шум и вибрация. Торцевое биение вызывает дополнительные вибрации и шум, что может привести к значительному увеличению уровня шума в механизме.
- Износ и поломка элементов механизма. Несовпадение частоты вращения различных узлов механизма может привести к коррозии, трещинам и поломкам элементов, таких как подшипники и шестерни.
- Снижение эффективности работы. Торцевое биение может приводить к потере эффективности работы механизма, так как несовпадение частоты вращения может вызывать «пропуски» в передаче энергии.
- Потеря точности и качества работы. При наличии торцевого биения точность и качество работы механизма могут сильно снижаться, что может негативно сказаться на производительности и надежности.
- Увеличение энергопотребления. Несовпадение частоты вращения узлов механизма может привести к увеличению энергопотребления, так как механизм будет работать с большей нагрузкой и неэффективно передавать энергию.
Повышение износа и потеря эффективности
Чтобы избежать торцевого биения, необходимо правильно собирать и устанавливать механизмы, производить контроль соосности осей и валов
Также важно регулярно проверять состояние деталей и своевременно проводить обслуживание и ремонт
Шум и дополнительные вибрации
Часто это становится проблемой, особенно в случае сложной техники и механизмов. Шум может быть не только раздражающим для оператора, но и создавать дискомфорт в работе. Дополнительные вибрации могут стать причиной износа деталей и повышенного расхода энергии.
Чтобы избежать шума и дополнительных вибраций, необходимо правильно настроить и сбалансировать механизм, регулярно проводить его техническое обслуживание и проверять состояние деталей. Также полезно использовать специальные приспособления и амортизаторы для снижения вибраций и шума.
| Торцевое биение | Шум |
| Дополнительные вибрации | Регулярное техническое обслуживание |
| Настройка и сбалансирование механизма | Приспособления и амортизаторы |
Раздел 2: Причины и последствия
Причины:
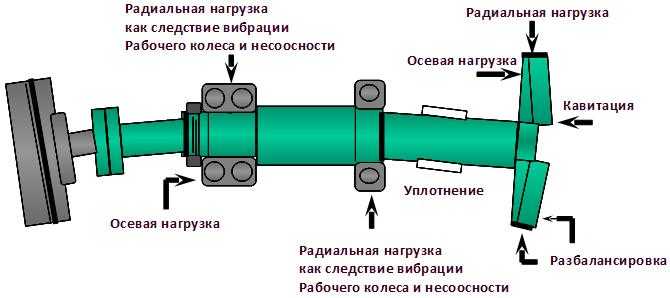
Торцевое биение — это явление, которое может возникать по нескольким причинам. Одной из основных причин является несоосность осей вала и прокладки между двумя вращающимися частями машин. Это может быть вызвано неправильной установкой или износом прокладки.
Другой причиной торцевого биения может быть дисбаланс валов, что приводит к неравномерному распределению массы и созданию дополнительных сил, действующих на валы. Также причиной может быть неровность и износ поверхности вала, что приводит к неоднородному распределению нагрузки.
Еще одной причиной торцевого биения может быть неправильное смазывание вала и прокладки. Это может произойти из-за недостатка смазочного материала или его неправильного распределения.
Последствия:
Торцевое биение может иметь серьезные последствия для работы машин. Оно может привести к износу и повреждению валов, прокладок и других деталей машин.
Если торцевое биение не устраняется, оно может стать причиной поломки механизма и привести к остановке машины. Это может привести к простою производства, потере времени и средств.
Более того, торцевое биение может вызвать вибрации и шумы, которые могут быть вредными для здоровья работников, а также ухудшить качество продукции и повысить энергопотребление.
Подраздел 2.1: Главные причины
Торцевое биение, также известное как линзовое биение или карданово биение, возникает из-за недочетов и ошибок в конструкции и сборке механизмов. Основные причины торцевого биения включают:
| 1. Деформация или негодность компонентов: | Из-за некачественного материала или неправильной обработки поверхностей компонентов, таких как валы, подшипники и камеры, может возникнуть ненужное биение. Небольшое отклонение может привести к серьезным проблемам в работе механизма. |
| 2. Неправильная установка компонентов: | Если компоненты механизма не были правильно собраны или установлены, это может привести к нежелательным вибрациям и биениям. Неравномерное распределение веса или неправильное выравнивание компонентов может вызвать торцевое биение. |
| 3. Износ: | Продолжительное использование механизмов может вызвать износ или повреждение компонентов, что приведет к торцевому биению. Износ может привести к изменению формы, размера или положения компонентов, что в свою очередь вызывает вибрацию и биение. |
| 4. Недостаточная смазка и уход: | Недостаточное количество смазки или отсутствие регулярного ухода может привести к возникновению трения и износу компонентов. Трение вызывает небольшое биение, которое со временем может усилиться и привести к значительным проблемам. |
Однако, несмотря на эти основные причины, торцевое биение может быть вызвано и другими факторами, такими как динамические нагрузки, механические вибрации или температурные изменения
Поэтому важно обращать внимание на все детали и факторы, чтобы предотвратить возникновение торцевого биения или своевременно его устранить
Подраздел 2.2: Влияние на механизмы и устройства
Механизмы, работающие под воздействием торцевого биения, могут проявлять несколько характерных признаков. Например, они могут издавать шумы или вибрировать во время работы. Также возможно повышение износа и снижение срока службы деталей механизма.
Влияние торцевого биения на устройства также необходимо учитывать при проектировании и эксплуатации. Некорректное функционирование устройства может привести к неправильной работе других систем и даже к авариям.
Чтобы предотвратить негативное влияние торцевого биения, необходимо принять ряд мер. Например, можно использовать специальные подшипники или устройства, которые уменьшают биение при работе механизма
Также важно правильно обеспечить смазку и обслуживание механизма на протяжении всего его срока службы
Понимание влияния торцевого биения на механизмы и устройства позволяет разработчикам и инженерам создавать более надежные системы и повышать их работоспособность. Также это позволяет оптимизировать процессы обслуживания и увеличить срок службы механизмов.
Измерение и контроль
Что такое торцевое биение и как оно влияет на работу механизмов? Этот вопрос требует постоянного измерения и контроля при проектировании и эксплуатации различных механических устройств.
Методы измерения торцевого биения позволяют определить степень отклонения центра вращения относительно идеальной оси вращения. Для этого используются специальные приборы, такие как торцевизомеры или погрешностные анализаторы. Они позволяют измерять как радиальное, так и аксиальное торцевое биение.
Измеренные данные с помощью этих приборов затем подвергаются контролю и анализу для определения соответствия запланированным техническим характеристикам. Если обнаруживаются отклонения, проводятся коррекционные мероприятия, направленные на устранение причин торцевого биения.
Контроль торцевого биения является неотъемлемой частью процесса проектирования и производства механизмов. Он позволяет обеспечить стабильную и надежную работу механических устройств, предотвратить износ и поломки, а также снизить энергетические потери.
Важность измерения и контроля торцевого биения подчеркивается тем, что его небольшие отклонения могут привести к серьезным проблемам и деформации деталей, а в некоторых случаях – к полной неработоспособности устройства
Поэтому, для успешной работы механизмов необходимо уделить должное внимание измерению и контролю торцевого биения, а также принимать меры по его минимизации и устранению
Примеры применения торцевого биения в механике и промышленности
Автомобильная промышленность:
В автомобильной промышленности торцевое биение используется для измерения и контроля вибраций двигателей и других вращающихся частей автомобиля. Оно помогает определить неисправности и провести ремонт своевременно, что способствует достижению более высокой производительности и безопасности автомобилей.
Станкостроение:
В станкостроении торцевое биение применяется для контроля точности и плоскости поверхностей различных деталей станков, таких как валы, шестерни и подшипники. Это позволяет обнаружить возможные дефекты и отклонения, которые могут негативно повлиять на работу станка, и принять соответствующие меры для устранения проблемы.
Энергетика:
В энергетической отрасли торцевое биение используется для мониторинга и контроля вибраций вращающихся механизмов, таких как турбины и генераторы. Это позволяет обнаружить возможные дефекты и предотвратить поломку оборудования, а также улучшить его эффективность и долговечность.
Аэрокосмическая промышленность:
В аэрокосмической промышленности торцевое биение используется для контроля вибраций и измерения точности работы двигателей и других вращающихся частей самолетов и космических аппаратов. Это помогает гарантировать безопасность полетов и предотвращать возможные аварии, а также улучшить производительность и надежность техники.
Медицина:
В медицине торцевое биение используется для контроля вибраций и точности работы различных медицинских инструментов, таких как стоматологические сверла и нейрохирургические инструменты. Это позволяет снизить риск ошибок и повреждений пациентов во время процедур и операций.

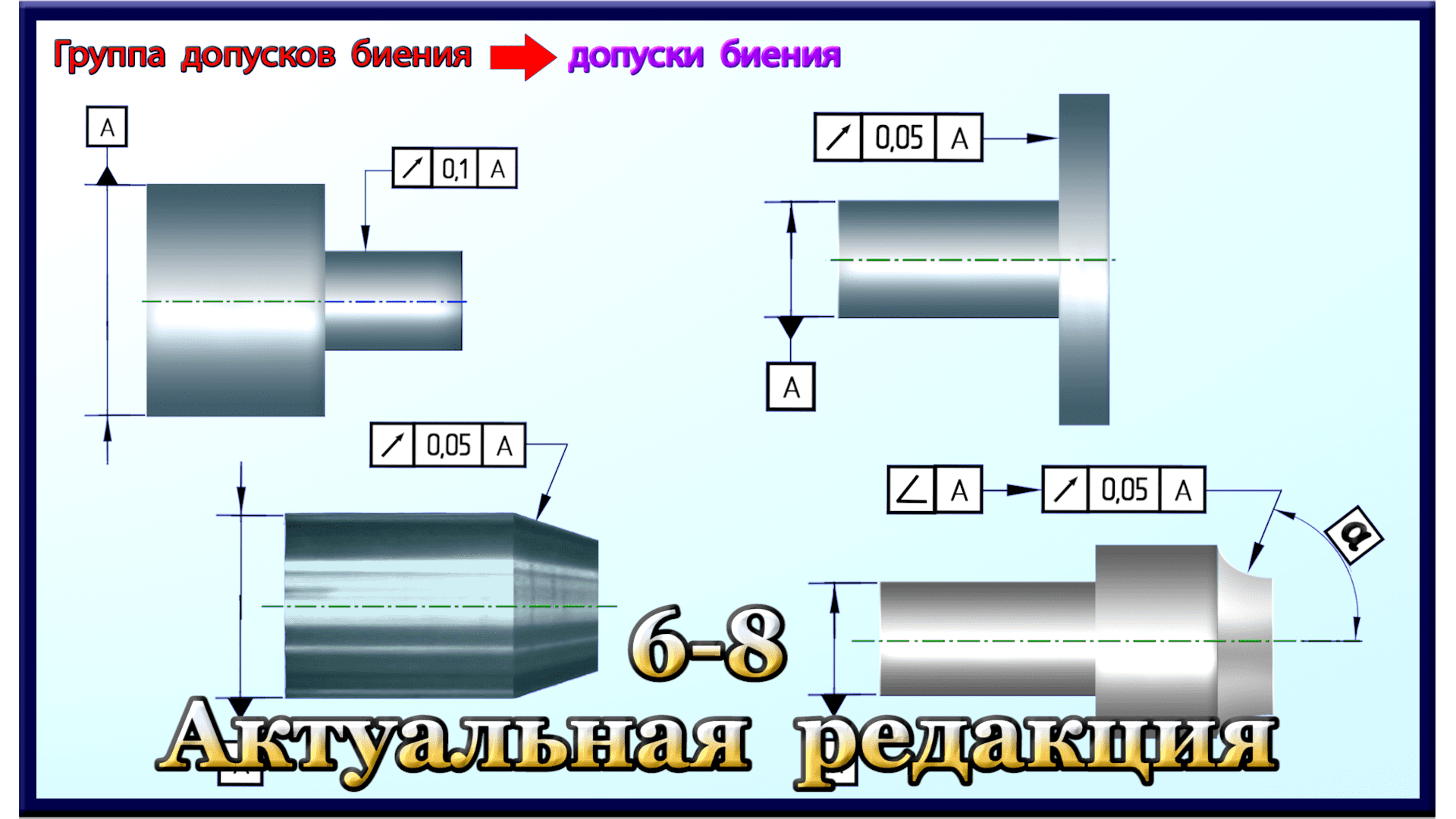
Методы контроля допусков
Методы контроля допусков имеют решающее значение в процессах производства и обеспечения качества. Допуски при механической обработке относятся к допустимым отклонениям размеров или характеристик обрабатываемой детали
Обеспечение соответствия деталей заданным допускам имеет важное значение для правильного функционирования механических компонентов в различных отраслях промышленности. Двумя ключевыми методами контроля допусков являются координатно-измерительные машины (КИМ) и оптические компараторы
Координатно-измерительные машины (КИМ)
Координатно-измерительные машины, часто называемые КИМ, представляют собой сложные инструменты, используемые для точных измерений размеров. Они играют жизненно важную роль в процессах контроля качества. В КИМ используется измерительная система для измерения точек на поверхности заготовки. Собирая точки данных, программное обеспечение CMM может создать цифровое представление геометрии детали и сравнить его с моделью CAD (автоматизированного проектирования) или указанными размерами. Этот метод позволяет точно оценить, попадает ли деталь в допустимые допуски.
КИМ бывают различных типов, включая мостовые КИМ, портальные КИМ и портативные КИМ, каждая из которых подходит для различных применений и размеров заготовок. Они оснащены современными датчиками и программным обеспечением для обеспечения точных и воспроизводимых измерений, что делает их незаменимыми в таких отраслях, как аэрокосмическая, автомобильная и медицинская промышленность.
Оптические компараторы
Оптические компараторы являются еще одним ценным инструментом для контроля допусков при механической обработке. Эти устройства используют оптические принципы для увеличения и сравнения заготовки с шаблоном или файлом САПР, что облегчает визуальный осмотр. Оптические компараторы особенно полезны для оценки размеров и характеристик деталей малого и среднего размера со сложными деталями.
Процесс заключается в размещении заготовки на столике компаратора и проецировании ее изображения на экран. Затем операторы могут наложить это изображение на эталонное изображение, которое может быть идеальным представлением конструкции детали. Визуально сравнивая два изображения, инспекторы могут быстро выявить любые отклонения от указанных допусков. Оптические компараторы известны своей скоростью и простотой использования при оценке геометрических характеристик, таких как углы, радиусы и контуры.