
Особенности производства, свойства алюминиевых труб
Трубные профили из алюминия делятся по способу производства на три группы:
- холоднодеформированные;
- прессованные;
- сварные.
Трубопрокаты из алюминия производят разными способами
Первая позиция – алюминиевые трубы диаметром 6-150 мм. Они носят общепромышленное назначение и выпускаются по ГОСТу под номером 18475-87.
Суть технологии заключается в том, что берется алюминиевая болванка, в которой сверлится сквозной отверстие вдоль оси. Затем заготовку прокатывают между роликами, формируя сечение готового изделия.
Вторая позиция – это алюминиевые трубы диаметром 6-220 мм, изготавливаемые по ГОСТ 18482-79. В основе технологии лежит метод прессования разогретой заготовки на специальном стане. Заготовку укладывают на матрицу и прессуют до образования требуемой формы. Далее полуфабрикат прокатывают на стане через ролики.
Третья позиция – это алюминиевые трубы, изготавливаемые или из листа, или из ленты, она же штрипс, методом скручивания и сварки по шву с внутренней и внешней стороны. Обязательно в качестве конечного этапа проводят горячий отпуск готового изделия. Причина – снятие внутренних напряжений на сварочных участках.
Алюминиевые трубы можно разделить еще на две категории по толщине стенки:
- до 5 мм – тонкостенные;
- более 5 мм – толстостенные.
Толстостенные модификации
В процессе производства нередко применяют дополнительные операции, которые улучшают технические и эксплуатационные характеристики. Все дело в самом металле. При температурах ниже +20°С при деформации может произойти излом конструкции. Поэтому применяют или термообработку, например отжиг или закаливание, или механическую обработку – нагартовку, другое название – наклеп.
Оба варианта улучшения дают возможность сделать из пластичного и мягкого металла твердый и прочный. Именно такие профили используются в разных конструкциях.
И все же высокая пластичность – главное достоинство алюминиевых труб. То есть деформировать, согнуть изделие несложно, при этом оно не теряет своих качеств и свойств.
Где применяются алюминиевые изделия
Область использования широка. Причины популярности:
- продукция из алюминия не требует особого технического обслуживания;
- легкость получаемых конструкций;
- простота в транспортировке и монтаже, в т. ч. и если изделие требуется согнуть.
Основные сферы применения:
- Сельское хозяйство. Из алюминиевых труб сооружают дренажные и поливочные системы, собирают ограждения для мелких животных и растений.
- Нефтедобыча. Алюминиевые трубы инертны к нефтепродуктам, не изменяют своих характеристик под их действием.
- Системы вентиляции. Изделия из алюминия легко поддаются деформации, резке и сверлению, их достаточно просто согнуть, что упрощает процесс монтажа вентиляционных воздуховодов и шахт.
- Строительство. Из алюминиевых труб изготавливают каркасы для беседок, ангаров и навесов. Делают перила, козырьки, ограждения. Сегодня все чаще стали использовать в сооружении навесных фасадов.
- Мебель – стулья, кресла, столы и прочее.
- Реклама – щиты, стойки, каркасы под витрины.
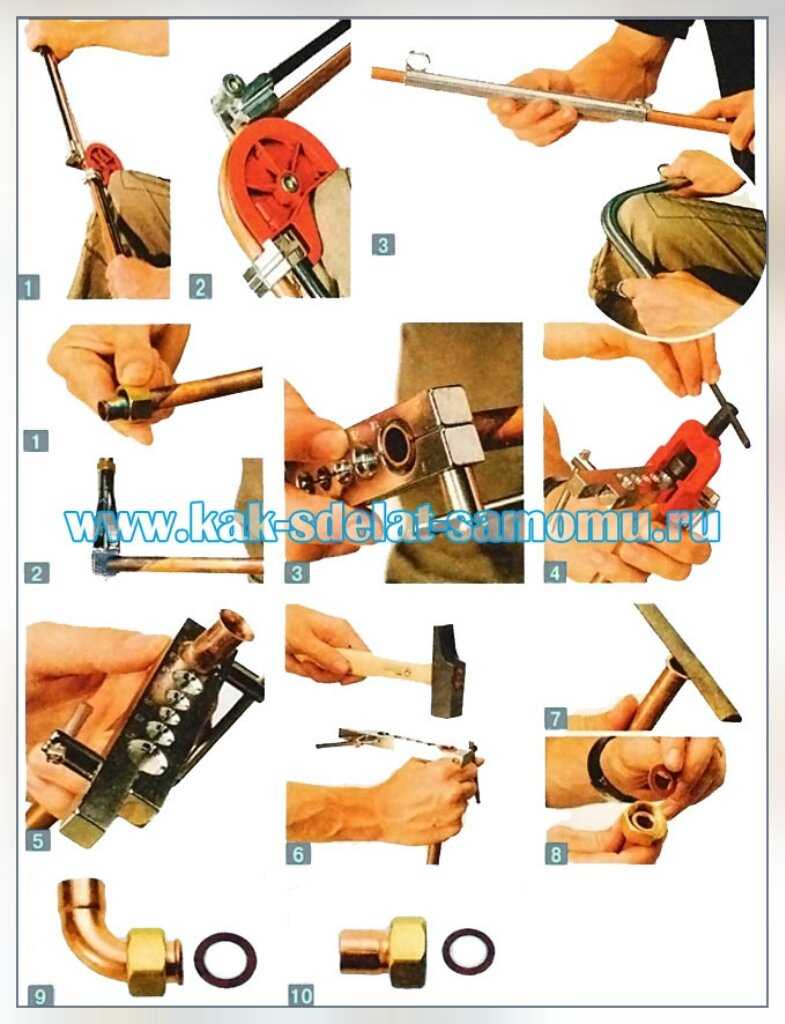
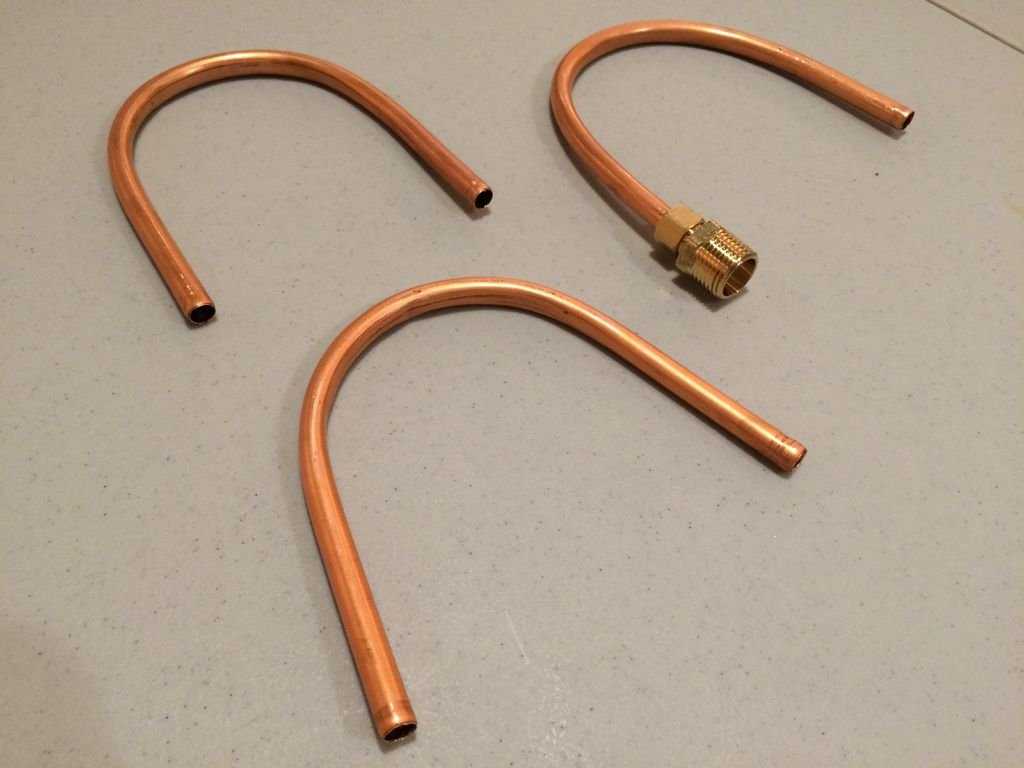
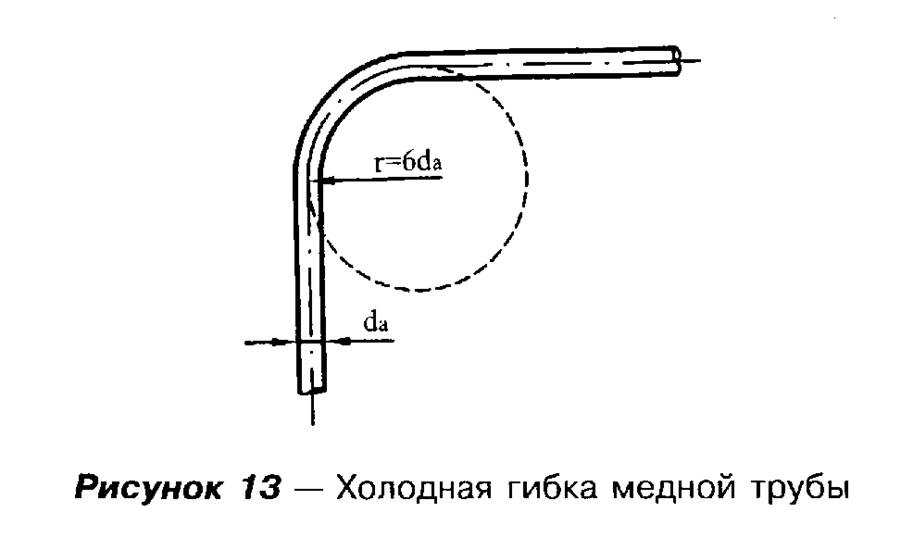
Способы сгибания медной трубы
Для ручного сгибания трубы, выполненной из любого металла, всегда используется высокая температура. Металлическую поверхность нагревают с помощью газовой горелки или паяльной лампы в месте сгиба
После достижения требуемой температуры трубе можно осторожно придать нужную форму, осторожно согнув под необходимым углом
Рекомендуем ознакомиться: Как соорудить стеллаж из металлической профильной трубы
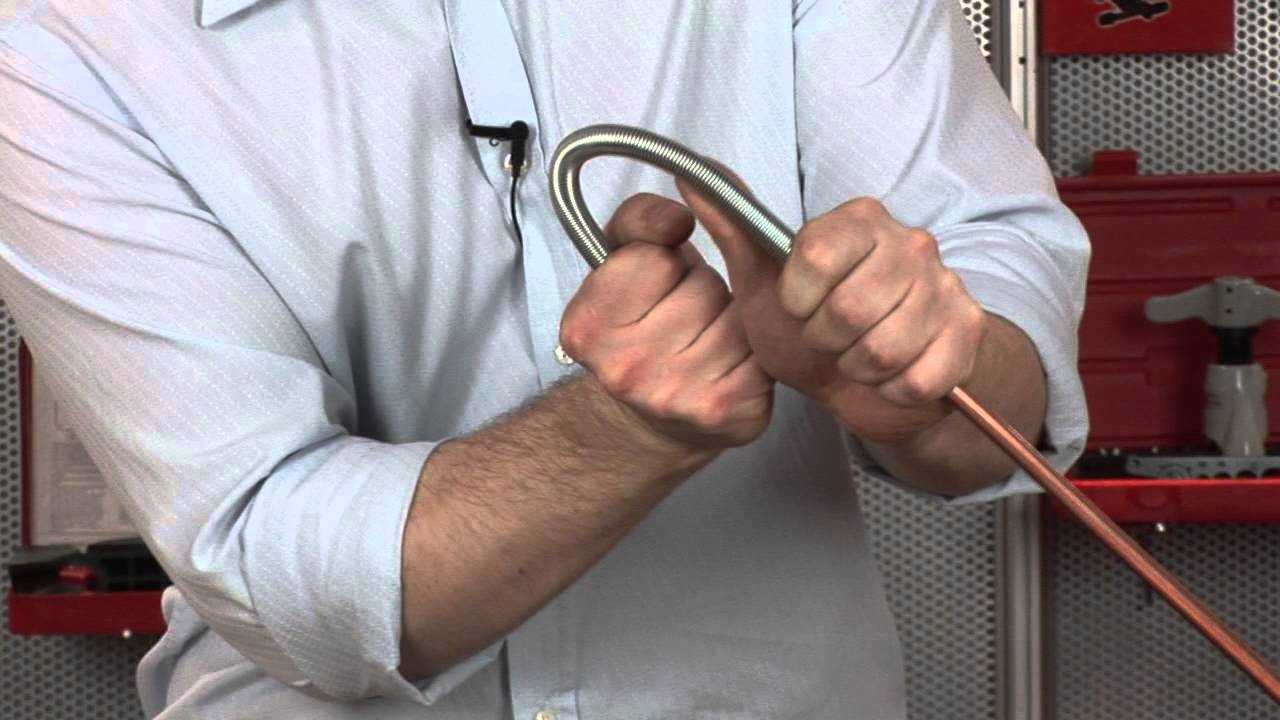
С помощью пружины
Простая металлическая пружина – самый простой способ согнуть трубу в домашних условиях. Для этого требуется прочная пружина из стали, чей внутренний диаметр совпадает с сечением трубы.
Сгибание трубы происходит следующим способом:
- пружина надевается поверх;
- труба прогревается полностью или частично с помощью горелки;
- после нагрева металл можно сгибать физическим усилием;
- когда она примет нужную форму, необходимо дать ей остыть.
С помощью песка
Еще один способ согнуть медный трубопрокат – с помощью песка. В этом случае также придется нагревать трубу в области сгиба. Песок, как и пружина, служит для сохранения формы изделия во время деформации.
Он предотвращает неравномерное перераспределение структуры металла и не дает трубке сломаться в случае превышения физического усилия. С помощью песка трубу сгибают так:
один конец закрывается заглушкой или пробкой;
в полость изделия насыпается чистый и сухой песок;
другой конец закрывается пробкой;
в точке сгиба металл нагревается газовой горелкой;
внешний конец прижимается к опоре (столу, стене);
другой конец осторожно загибается под нужным углом.
Придавая трубе необходимую форму, нужно дать ей остыть, после чего можно удалить заглушки и высыпать песок. Во время заполнения трубы сыпучим материалом нужно периодически встряхивать и постукивать ей по столу, чтобы песок равномерно распределился в полости трубы.
Рекомендуем ознакомиться: Как навсегда избавиться от появления конденсата в вентиляционной трубе?
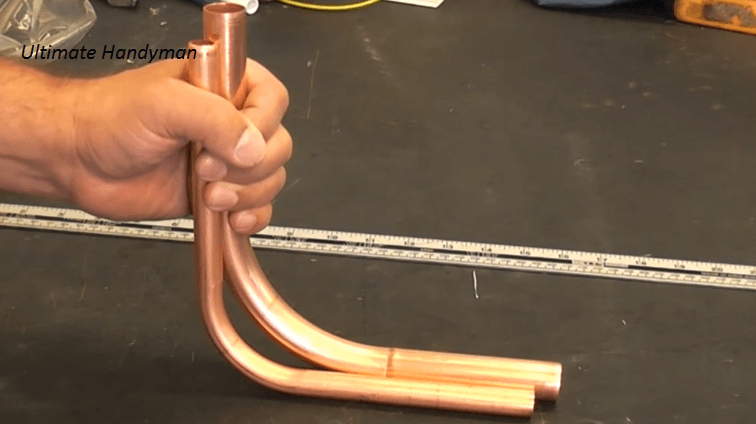
С помощью трубогиба
Для профессиональной гибки трубы под любым углом используется специальный трубогиб. Это ручное, гидравлическое/пневматическое или электрическое устройство, оснащенное специальными вальцами, сменными насадками и зажимами, позволяющими работать с трубами любого диаметра.
Ручные трубогибы – самый простой и доступный способ профессиональной гибки, который можно использовать в домашних условиях. Преимущества ручного устройства – мобильность и небольшой вес, такой трубогиб не занимает много места в гараже или в кладовой. Недостаток у него один – необходимость прикладывать значительное физическое усилие, из-за чего с его помощью можно гнуть относительно тонкие трубы.
Гидравлические и пневматические трубогибы не требуют применения силы со стороны исполнителя, позволяя гнуть трубы любого диаметра. Недостаток у механических устройств – более высокая цена и большие габариты. Не каждый может позволить себе покупку профессионального оборудования, особенно когда работа срочная.
Электрический трубогиб, который отличается максимальной производительностью, обычно применяется в промышленных условиях. Принцип его работы тот же, что и у ручного инструмента, но с помощью электрического трубогиба можно более точно настраивать угол сгиба.
Для разовых работ покупать сложное и дорогостоящее электрооборудование нецелесообразно. Если есть необходимость сгибать толстые медные трубы, можно поискать предложения по аренде в интернете.
Как согнуть трубу в спираль
Описанные выше способы гибки труб подходят для относительно простых задач: согнуть трубу под углом от 30 до 90 градусов. Иногда требуется выполнить более сложную работу, например, придать трубе форму спирали для дизайнерского проекта системы отопления и других нестандартных задач. Сделать это вручную несложно, но это более трудоемкий и длительный процесс, требующий аккуратности.
Проще всего согнуть в спираль с помощью заготовки цилиндрической формы. Для гибки также требуется заполнить полость трубопроката песком и закрыть с обоих концов заглушками. Один конец медной трубки фиксируется между прочной вертикальной опорой и цилиндрической заготовкой, а область гибки прогревается горелкой.
Рекомендуем ознакомиться: Как устроен водопроводный вентиль и особенности его ремонта
После достижения требуемой температуры внешний конец трубы заводится в одну или другую сторону с помощью мускульной силы. Шаг между секциями спирали необходимо контролировать, легонько постукивая по трубе резиновым молотком.






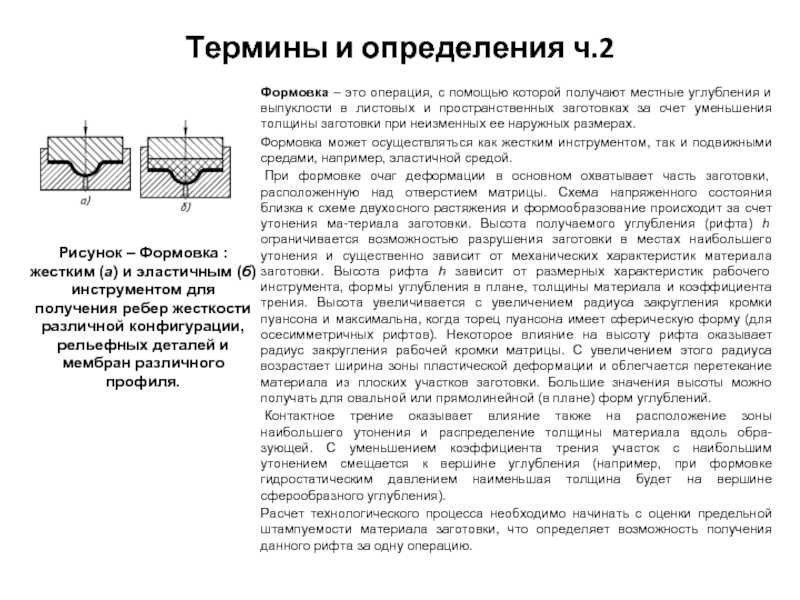
Слайд 11Термины и определения ч.2Формовка – это операция, с помощью которой получают
местные углубления и выпуклости в листовых и пространственных заготовках за счет уменьшения толщины заготовки при неизменных ее наружных размерах. Формовка может осуществляться как жестким инструментом, так и подвижными средами, например, эластичной средой. При формовке очаг деформации в основном охватывает часть заготовки, расположенную над отверстием матрицы. Схема напряженного состояния близка к схеме двухосного растяжения и формообразование происходит за счет утонения материала заготовки. Высота получаемого углубления (рифта) h ограничивается возможностью разрушения заготовки в местах наибольшего утонения и существенно зависит от механических характеристик материала заготовки. Высота рифта h зависит от размерных характеристик рабочего инструмента, формы углубления в плане, толщины материала и коэффициента трения. Высота увеличивается с увеличением радиуса закругления кромки пуансона и максимальна, когда торец пуансона имеет сферическую форму (для осесимметричных рифтов). Некоторое влияние на высоту рифта оказывает радиус закругления рабочей кромки матрицы. С увеличением этого радиуса возрастает ширина зоны пластической деформации и облегчается перетекание материала из плоских участков заготовки. Большие значения высоты можно получать для овальной или прямолинейной (в плане) форм углублений. Контактное трение оказывает влияние также на расположение зоны наибольшего утонения и распределение толщины материала вдоль образующей. С уменьшением коэффициента трения участок с наибольшим утонением смещается к вершине углубления (например, при формовке гидростатическим давлением наименьшая толщина будет на вершине сферообразного углубления).Расчет технологического процесса необходимо начинать с оценки предельной штампуемости материала заготовки, что определяет возможность получения данного рифта за одну операцию.
Рисунок – Формовка : жестким (а) и эластичным (б) инструментом для получения ребер жесткости различной конфигурации, рельефных деталей и мембран различного профиля.
Гибка металлопроката
Самой сложной, но и самой востребованной у заказчиков технологической операцией, считается гибка стали, в том числе, и нержавеющей. Для того чтобы придать прочному стальному листу нужную конфигурацию, предварительно делается расчет развертки.
Затем она переносится на лист, где с помощью лазера производится его «раскрой». И только после этого заготовку из стали помещают под специальный гидравлический пресс, где по заданным параметрам выполняется процесс гибки.
Кроме нержавейки, в машиностроении часто применяют фасонные детали, выполненные из титановых сплавов. Титан более податливый материал, чем сталь, тем не менее, обработка его методом гнутья не является простым делом. Для работы с титаном используют специальные гибочные прессы. На них можно придать нужную форму титановой заготовке, причем как холодным, так и горячим способом.
Как видим, можно получить готовую деталь любой конфигурации — важно лишь правильно подобрать оборудование и выполнить точные расчеты гиба. Плюсом гибки стали является отсутствие сварных элементов, что означает и отсутствие опасности возникновения коррозии в местах сварных швов
Обработка шин медных гибких изолированных ШМГИ при монтаже
Шина медная гибкая изолированная ШМГИ– достаточно новое понятие на электротехническом рынке. Но, несмотря на новизну, эта продукция уже успела завоевать популярность и востребованность, так как, прежде всего, является идеальным и уникальным аналогом привычному кабелю, причем любому.
С появлением гибкого электротехнического инновационного материала монтаж любых электрических установок стал простым и недолгим. Основными сферами применения медной гибкой шины можно назвать те направления деятельности, где есть необходимость установки кабеля различного сечения и жесткой ошиновки. Сегодня это возможно уже с помощью данного типа шины. Кроме того, это установка устройств, где необходимы передача или распределение электричества.
Шина медная гибкая изолированная ШМГИ используются в качестве:
- соединения между шинопроводами и выводами трансформаторов;
- присоединения к распределительному оборудованию (переключателям, автоматам, контакторам, выключателям);
- температурного компенсатора;
- подключения внешнего заземления.
Шина медная гибкая изолированная ШМГИ не предназначена для использования в условиях многократного регулярного изгиба или на вибрационном оборудовании – для этих целей предназначена шина медная плетеная ШМП.
Преимущества использования шины медной гибкой изолированной ШМГИ:
- Гибкие шины лишены главного недостатка жестких – необходимости в специнструментах при изготовлении ошиновки;
- Простота установки. Гибкая изолированная шина ШМГИ даже большого сечения легко изменяет форму в зависимости от потребностей монтажа;
- Применение гибких шин обеспечивает существенную экономию места по сравнению с кабелем;
- Установка гибких шин занимает меньше времени, чем монтаж кабеля;
- Сокращается длина соединения и количество использованных проводников;
- Высокая надежность, изоляция по всей длине шины одинаковая и не меняется в местах изгиба.
Шина медная гибкая изолированная ШМГИ является качественной и достойной альтернативой кабелю в любой отрасли промышленности.
Большим достоинством шин медных гибких изолированных ШМГИ является возможность их обработки при монтаже без использования специализированного инструмента.
1 — Резка
При надлежащем обращении, шины ШМГИ можно разрезать пилой или ручными или гилотинными ножницами, чтобы оставлять ровный разрез. Если шину необходимо согнуть, то рекомендуется добавить запас прочности (10 мм) к требуемой конечной длине, чтобы можно было исправить возможное сокращение длины медных пластин после сгибания шины.
2 — Изгиб
Изгиб шин медных гибких изолированных ШМГИ небольших и средних поперечных сечений можно осуществлять вручную. При использовании шин медных гибких изолированных ШМГИ с большим поперечным сечением, перед сгибанием следует защитить изоляцию или выполнить сгибание с помощью металлического инструмента. Минимальный радиус изгиба ШМГИ равен 2-3-м толщинам шины.
3 — Скручивание
Гибкие шины ШМГИ можно скручивать, при этом следует обращать внимание, что применять вращение на 90° следует при условии, что длина > 3-x ширин шины. 4 – Снятие изоляции
4 – Снятие изоляции
Зачистку изоляции шин медных гибких изолированных ШМГИ можно производить с помощью специального инструмента для снятия изоляции или ножом
Следует работать осторожно и не повредить медные слои и ограничить область зачистки необходимым контактным участком
5 – Исправление разной длины пластин после изгиба
При сгибании шины ШМГИ ее пластины смещаются внутри изоляции относительно друг друга и на торце шины могут быть пластины разной длины. В этом случае необходима обрезка пластин для выравнивания концов шины.
6 — Сверление / перфорация
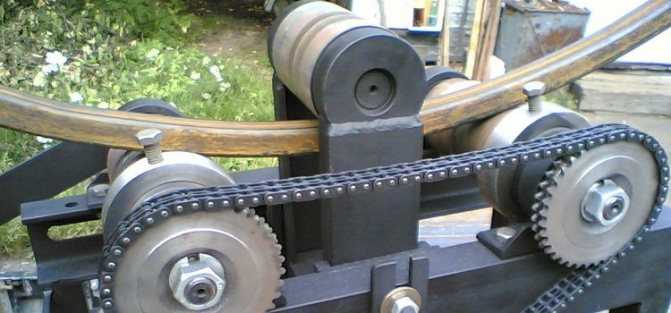
Как своими руками изготовить эффективный трубогиб?
Чтобы изготовить сам трубогиб, требуются хорошие и прочные материалы:
- 2 стальных ролика;
- сварочный аппарат;
- металлическая труба — диаметром более 1,5 мм и длиной 1,5 м;
- металлические полоски размером 0,15×0,6 мм, толщиной 5 мм — 4 шт.;
- металлическая пластина шириной 6 см, толщиной 3 см, длиной 25 см;
- 2 болта диаметром 2 см и 1,3 см;
- металлическая пластина 30×30 см и толщиной 0,3 см;
- тиски, молоток, линейка и наждачная бумага.
К процессу изготовления устройства можно приступать после подготовки всех элементов и чертежа, на котором указано расположение главных деталей:
- Вначале проверяют отверстия в роликах и диаметр болтов. Они должны соответствовать друг другу.
- В металлических планках просверливают 2 отверстия — 2 см и 1,3 см. Расстояние между ними должно составлять 8 см.
- В центре несущей станины проделывают отверстие диаметром 2 см и вставляют в него болт. При этом его приваривают к пластине, не выводя с обратной стороны станины.
- Затем подготавливают конструкцию П-образной формы. Для этого используют пластины размером 150×60 мм, болт 1,3 см, маленький ролик, стальную полоску 3,5×6 см. Прежде чем сварить все детали между собой, в отверстия вставляют болт с роликом.
- Болт двумя концами закрепляют на стальных планках, получается конструкция в форме рогатки с большим отверстием, которое будет располагаться с открытой стороны изделия.
- К рогатке приваривают трубу. Для нее к стальной станине приваривают опорную планку. При этом расстояние между линией планки и осью главного болта должно соответствовать радиусу крупного ролика + 1,3 см.
- Внизу станины закрепляют планку 150x 60 мм.
- Ролик большого размера вставляют в рогатку. На главный болт насаживают конструкцию и закручивают ее гайкой.
Трубогиб готов, его зажимают в тисках и тестируют.
голоса
Рейтинг статьи
Как согнуть медную трубу в домашних условиях
Существует несколько методик, позволяющих повысить прочностные характеристики цветного металла. Одну из них всегда можно использовать, когда решается вопрос, как согнуть медные трубки в домашних условиях без использования сложного специального инструмента.








Температурный метод
Нагрев позволяет максимально просто согнуть медную трубу. Этот процесс выполняется при использовании газовой горелки. В бытовых условиях также нередко применяют паяльную лампу. Однако прогретый металл может легко деформироваться, и на его поверхности появится волнистый участок с менее прочной структурой. Причиной этому служит высокое тепловое расширение материала, когда происходят существенные температурные колебания.
Применение горелки.
Опасность деформации при нагреве возрастает с увеличением размеров труб. Поэтому этот способ наиболее эффективен при гибки медного проката с тонкими стенками. Именно такой материал чаще всего применяется в жилых объектах.
С помощью песка
Песок также помогает качественно загнуть трубопрокат из меди. В работе применяется речной просеянный сухой сыпучий материал. Он позволяет сохранить форму изделия, когда выполняется его изгиб. Если даже в процессе будет приложено большое физическое усилие, труба не сломается.
Операция проводится следующим образом:
- один конец проката затыкается заглушкой из дерева при помощи киянки;
- внутренняя полость изделия полностью заполняется сыпучим материалом, который утрамбовывается путем постукивания конца трубы с заглушкой об любую твердую поверхность;
- второй торец изделия закрывается такой же деревянной заглушкой;
- требуемое место нагревается при равномерном вращении трубопроката.
В конце изделие прижимается к опоре и сгибается в нужную сторону. После этого заготовка должна остыть естественным образом. Можно также использовать холодную воду.
Этот вариант отличается возможностью проведения рихтования детали, если получился неровный загиб. В процессе необходимо использовать молоточек, с помощью которого нужно простучать то место, где возник дефект. В завершении процедуры после остывания заготовки с ее торцов удаляются деревянные заглушки, и высыпается сыпучий материал. Перед использованием изогнутого элемента его необходимо тщательно промыть чистой водой.
Метод спирали
При монтаже проекта отопительной системы или холодильной установки, в отдельных случаях, трубопрокату требуется придать форму спирали. Для этого подбирается цилиндрический шаблон требуемого диаметра. Потом трубный прокат наполняется песком, а его торцы закрываются заглушками. Затем один конец детали фиксируется, а остальная часть изделия нагревается до нужной температуры. В конце выполняется изгиб заготовки вокруг шаблона с контролем требуемого расстояния между витками создаваемой спирали.
Медная спираль.
Гибка металлических труб
- рычажные — для ручной гибки труб из мягких металлов, а также стальных небольшого диаметра на угол до 180 градусов;
- арбалетные — сгибание трубы производится приложением усилия посредине между двумя точками, на которые опирается заготовка;
- роликовые (валковые) — классическим примером является трехроликовый вальцевый трубогиб.
Роликовые трубогибочные станки используют метод холодной деформации металла, называемой вальцовкой. Такой станок работает с металлами любой твердости: от цветных до титана и его сплавов. Угол загиба может достигать 360 градусов, а длина сгибаемой заготовки нередко превышает 5 метров.
VII. Вопросы и ответы
Каковы основы гибки металла на листогибочных прессах?
Принцип гибки металла заключается в том, что металлический лист помещается на листогибочный пресс и под действием давления преобразуется в требуемую форму. Листогибочный пресс состоит из верхнего пуансона и нижних матриц.
Верхний пуансон оказывает давление для изгиба металлического листа, а лист фиксируется нижним штампом.
Этот процесс широко используется в различных отраслях промышленности, таких как автомобилестроение, производство электроприборов, строительство, для изготовления разнообразных изделий.
Она предлагает высокоэффективные производственные программы и обеспечивает точность и постоянство готовой продукции.
Технология его гибки определяется такими факторами, как материал гиба, толщина и требуемая форма.
Знание основ гибки на листогибочном прессе позволяет добиться точных и качественных результатов при изготовлении металлоконструкций.
Каково правило гибки металла?
Правило гибки металла зависит от множества факторов, в том числе от материала, из которого производится гибка, толщины и требуемой формы.
Как правило, радиус внутреннего изгиба равен толщине формируемого материала.
Например, если Вам необходимо согнуть металлический лист размером 1/8″, то для создания внутренней части гиба используйте инструмент с радиусом 1/8″.
Если вы хотите согнуть материал толщиной 0,020″, используйте радий толщиной 0,020″.
Минимальный радиус изгиба определяется пластичностью и сопротивлением разрушению изгибаемого материала.
В техническом паспорте поставщика материала указывается степень, до которой лист может быть сформован без проблем, и рекомендуется минимальный радиус изгиба в зависимости от типа и свойств материала.
При использовании листов необходимо обращать внимание на то, в каком направлении происходит профилирование — по долевой нити (продольное) или поперечное (поперечное)
При какой температуре металл начинает гнуться?
При формообразовании толстого листа с помощью узкого гибочного радия материал следует предварительно нагревать в диапазоне от 200 до 300 градусов по Фаренгейту, особенно при гибке листа толщиной 0,75» и более. Однако температура первоначальной гибки металла определяется несколькими факторами, в том числе материалом, из которого производится гибка, его толщиной и требуемыми формами
При определении необходимой температуры гибки важно рассчитать химический состав материала, состояние поверхности и кромок, а также толщину
Ротационная гибка:
Другой способ — ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой — она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод — с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Виды сфер человеческой жизни, где применяется гибка металла
- при производстве металлических конструкций различной конфигурации. Это могут быть фитинги, различные профили и многое другое.
- при строительстве. При обработке металла и листового проката во время проведения строительных работ.
- монтажные работы различного направления.
- при изготовлении декоративных конструкций. Это может быть художественная ковка, различные виды металлических украшений и другие виды конструкций.
За счет того, что гибка является универсальной технологией, то ее могут оказывать непосредственно как на производстве, так и со стороны. Компания https://www.lazermetal.ru/services/gibochnye-raboty/gibka-metalla/ на профессиональном уровне занимается гибкой металла и знает все тонкости данного процесса. Для оформления услуги или получения консультации достаточно позвонить по указанному номеру на официальном сайте компании и специалисты ответят на все интересующие вас вопросы.
Технология гибки листового металла выглядит так:
- на подготовительном этапе заказчик предоставляют всю информацию по готовому изделию, а также его желаемой конфигурации. После чего специалисты компании Laser Metal определяются с углами и точками сгибов и габаритами изделия.
- раскройка листового металла при помощи лазерной резки.
- в технологическом процессе происходит прижимание листа металлопроката на специальном сгибочном станке с использованием гидроцилиндров.
- происходит усиление гидравлики, за счет чего технология гибки металла осуществляется с помощью пресса.
- обработка полученного изделия.
Стоит отметить, что большим преимуществом компании Laser Metal является не только профессионализм специалистов, которые оказывают непосредственные услуги, но также возможность выполнения широкого спектра услуг. Начиная от гибки металла и заканчивая окрашиванием и полировкой. Стоит отметить, что компания имеет не только приемлемую стоимость на оказываемые услуги, но также выполняет все услуги точно в оговоренный срок и согласно всем стандартам и пожеланиям заказчика.









Какие бывают трубогибы
Различаются устройства дли гибки труб по своей конструкции и прямому назначению. Бывают они механическими и переносными ручными.
Для сгибания трубок мелких диаметров вполне подойдет последний вариант. Ручной трубогиб для медных труб может справиться с тонкостенными изделиями с диаметром, не превышающим 50 мм (по ДУ – двухдюймовых труб). Для придания нужной форме сгибу приходится прилагать физические усилия, что и является основным недостатком конструкции.Тем не менее, потребителей привлекает его доступная цена и легкий вес.

Отдельно можно выделить электрогидравлические или электрические станки, имеющие ЧПУ (числовое программное управление). Одной из функций программного управления будет гибка медных трубок, в том числе и малых диаметров. Приобретать такой станок с одной лишь целью гибки труб, разумеется, не стоит.
По механизму сгибания трубогибы можно разделить на три группы:
Арбалетный ручной трубогиб.

Оборудование имеет форму оружия арбалета, а сама гибка происходит по принципу натягивания тетивы. Нужный угол участку медной трубы придается с помощью шаблона, входящего в комплект арбалетного устройства. Шаблоны (формы) комплектуются только в единичном экземпляре, рассчитанном на трубу определенного диаметра.
Согнуть трубу отличного от шаблона диаметра уже не получится. Данный тип оборудования не сможет согнуть угол, превышающий 90 градусов. Ручной трубогиб подойдет только для мелких трубок, диаметром от 10 мм до 22 мм.Сегментные трубогибы.
Труба вытягивается с помощью специального сегмента. Визуально устройство напоминает небольшой станок для гибки труб диаметром, не превышающим 42 мм. Максимальный угол сгибания для сегментного станка – 180 градусов.

Сегмент имеет форму полудиска, вращается с помощью ручки. Медное изделие огибается вокруг сегментного корпуса под нужным углом.Дорновые станки. Принцип гибки заключается в создании в месте деформации напряженного состояния неравномерного сжатия.
В результате этого процесса пластичность меди (или любого другого металла) повышается, естественная шероховатость стенок снижается и обеспечивается плавная циркуляция рабочей среды в полости трубы.Станок может бывает ручной, полуавтоматический, а иногда и полностью автоматический. Оптимальная работа ручного дорнового станка возможна при правильной настройке системы. Полуавтоматические устройства способны программировать угол деформации, некоторые модели самостоятельно обеспечивают стабильное смазывание дорна для его перемещения внутри трубки.
Трубогиб арбалетного типа — это ручное приспособление
Трубогибочный дорновый станок может быть изготовлен своими руками. Самыми важными рабочими элементами для него будет роликовая матрица (желательно предусмотреть возможность регулировки диаметров), передний прижим, соответствующий диаметру матрицы, направляющие, оправки для дорна и цанговые зажимы для оправки.
Основой конструкции будет служить стандартная опорная рама, принимающая все нагрузки процесса. Привод для работы чаще всего используется рычажный, но для более серьезных целей применяются гидравлические приводы. Чертежи дорнового оборудования можно найти в сети Интернет.