
Способ № 1
Для качественной расточки можно воспользоваться классической дрелью. Работать она должна на небольших оборотах. Вероятно, пригодится старый поршень, отличающийся боковым зазором. Не обойтись без шпильки и качественной наждачной бумаги. При наличии всего перечисленного, можно перечисленного, можно приступать к работе
В заготовленном поршне нужно сделать небольшое отверстие, куда войдет шпилька. На нее накрутить гайку. Шпильку вставить таким образом, чтобы она смотрела вверх. Крепление должно быть сильно затянуто. Используя ножовку по металлу, нужно на поршне сделать разрез. Дальше, вставить в него наждачку, и проворачивать ее по кругу. Получится насадка. Она вставляется в дрель.

Цилиндр закрепить так, чтобы он не двигался во время рабочих процессов. Примечательно, что насадка должна полноценно проходить через гильзу.
Начинается непосредственная расточка. Точить сначала вверх, а затем вниз. Все делать внимательно, чтобы наждачная бумага находилось в постоянном контакте в внутренней частью гильзы. Изначально в ход идет крупная наждачка, а затем, чтобы довести запчасть до исходного размера, применяется более мелкого размера.
В самом конце используется нулевка. Здесь можно воспользоваться специальным маслом, но и без него есть возможность справиться. Качество расточки проверить просто. Достаточно поместить внутрь руку, и провести ладошкой по поверхности. Если не получится качественно зафиксировать цилиндр, есть вероятность отбить руки. Чтобы не допустить подобного, нужно хорошенько подумать, и закрепить его так, чтобы не повредить.
Что не стоит полировать
Впускные и выпускные каналы полировать не стоит. Во первых из за труднодоступности полировать внутренние каналы очень долго и нудно. Во вторых на впуске из за очень гладкой поверхности образуется пленка из бензина которая периодически срывается в поток образуя неравномерную работу двигателя на малых нагрузках. Особенно пагубно сказывается полировка для двигателя с карбюраторной системой питания и моновпрыска, так как топливовоздушная смесь движется через весь впускной тракт, полностью проходя по впускным каналам. Для каналов достаточно шлифованной гладкой поверхности, без ненужной, а иногда и вредной полировки.
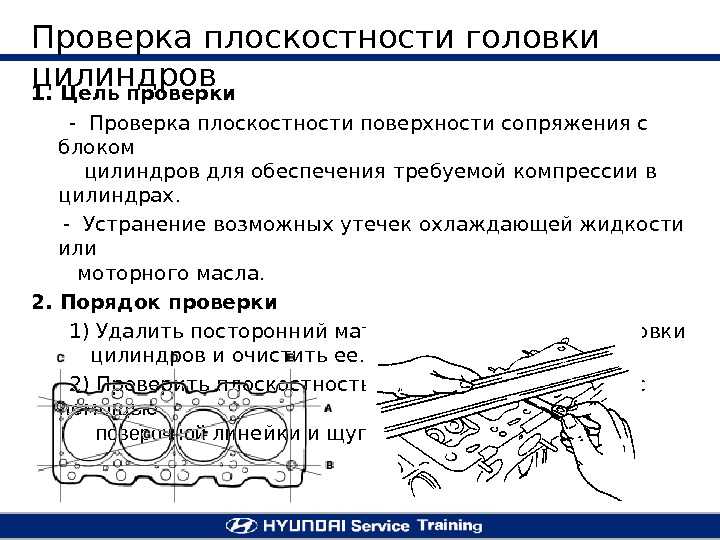
Подготовка к шлифовке

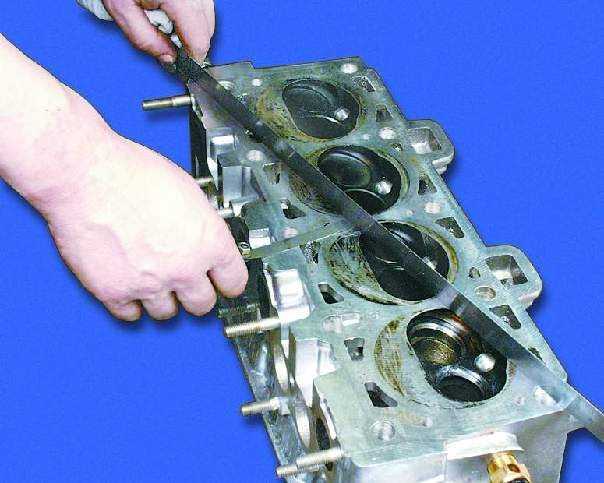
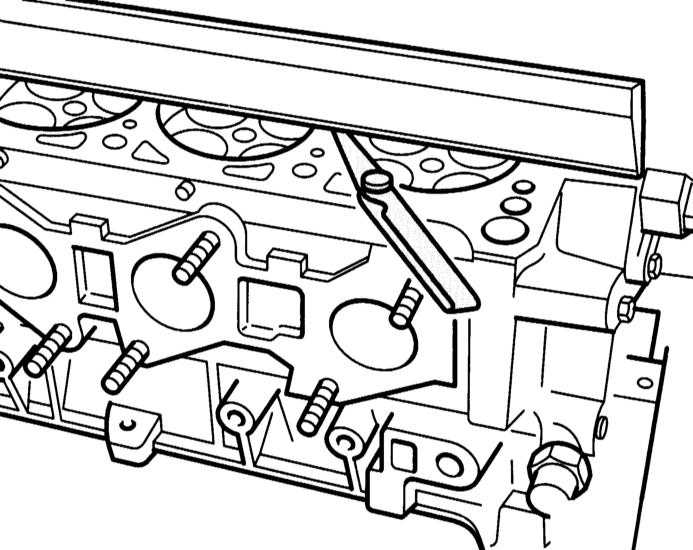
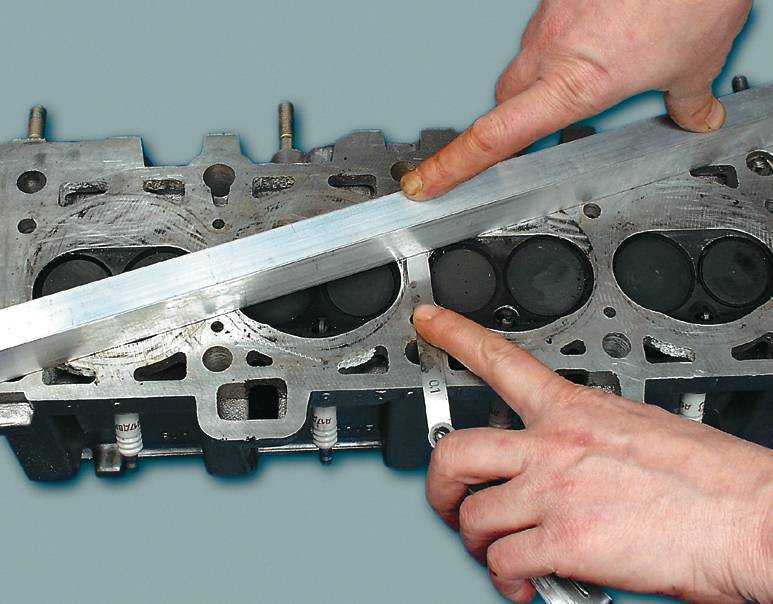
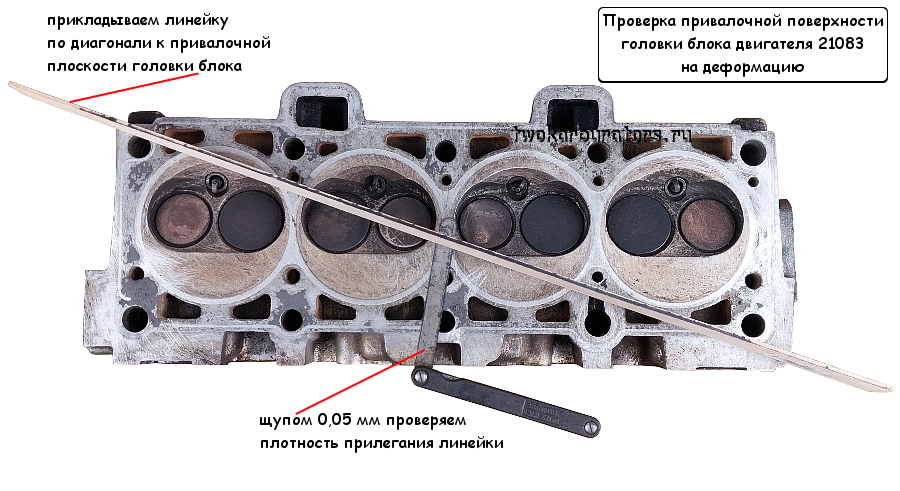
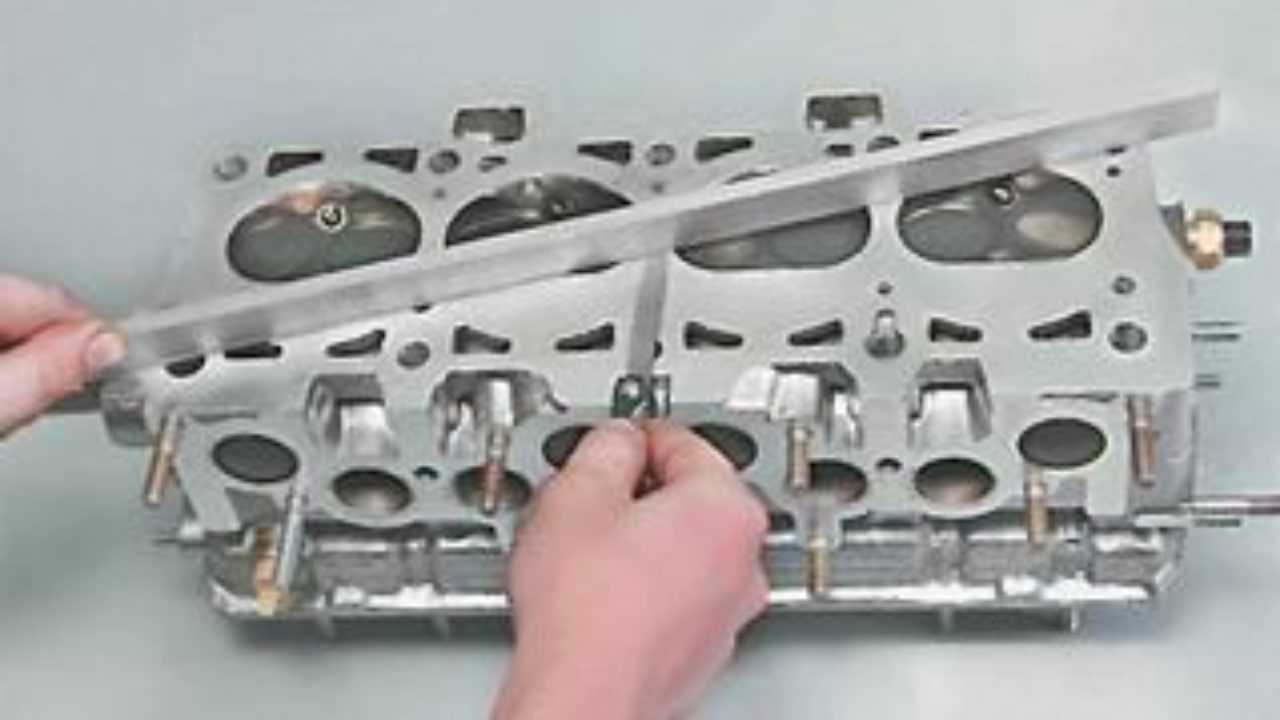
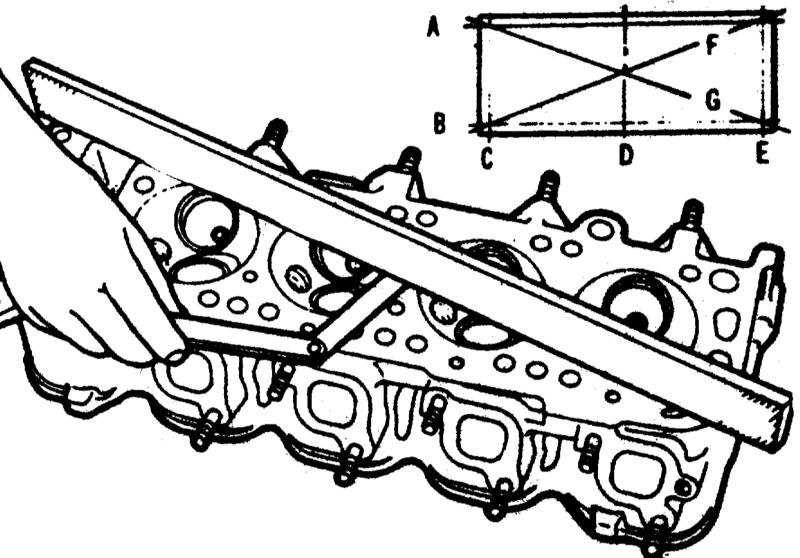
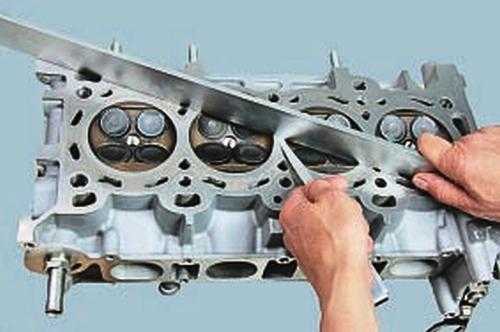
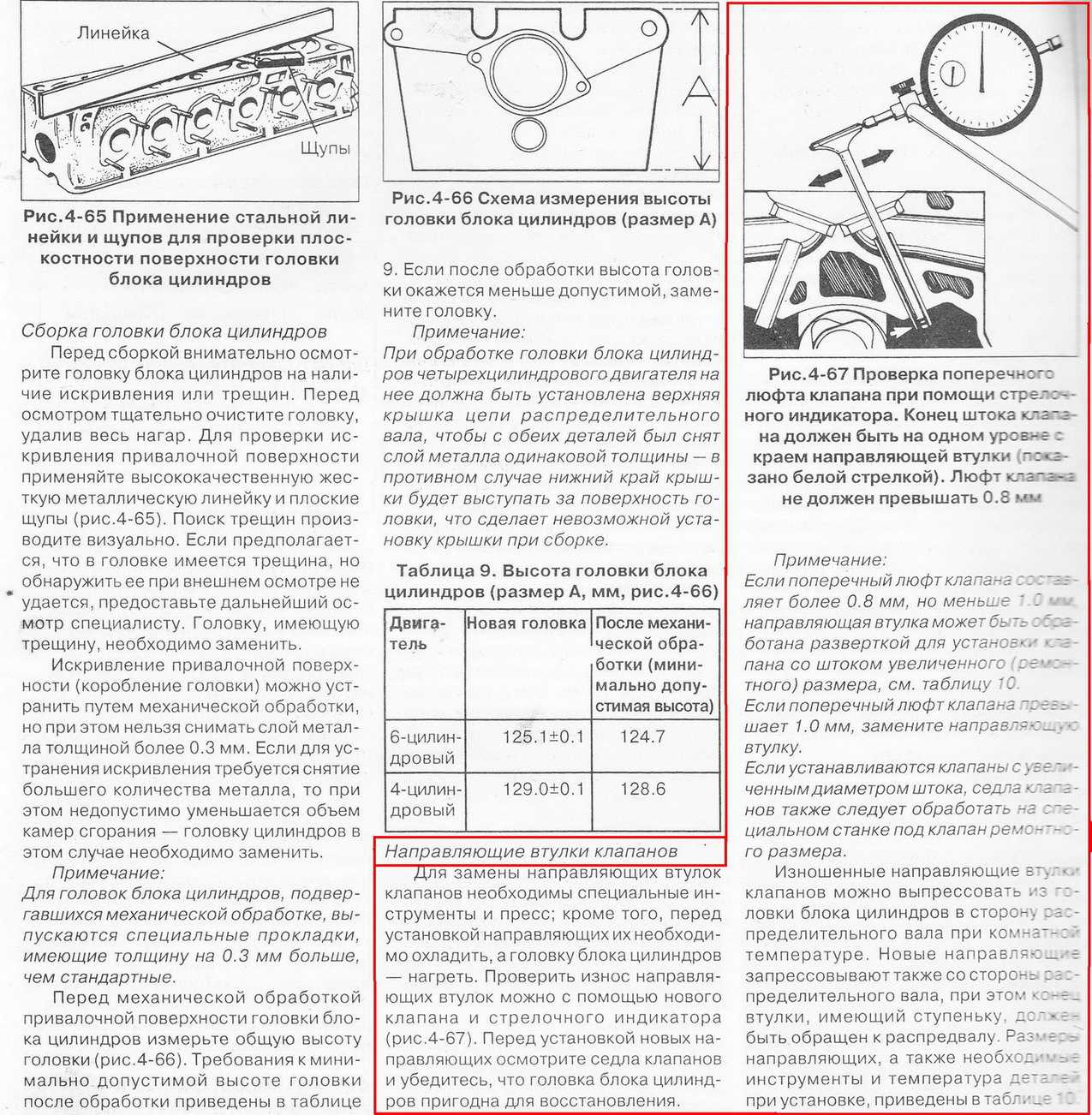
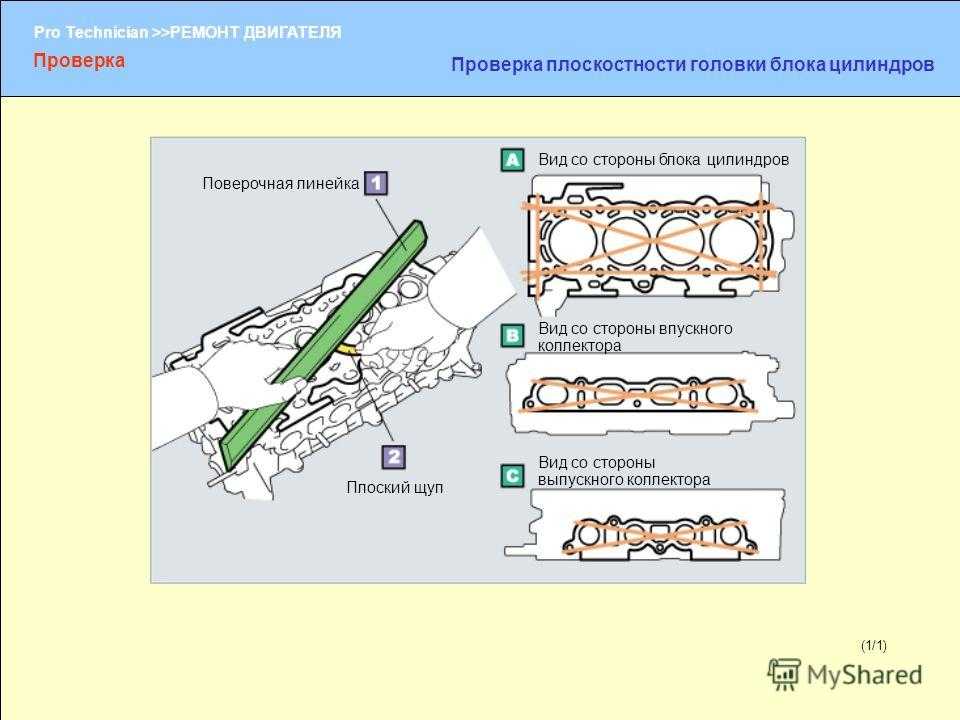
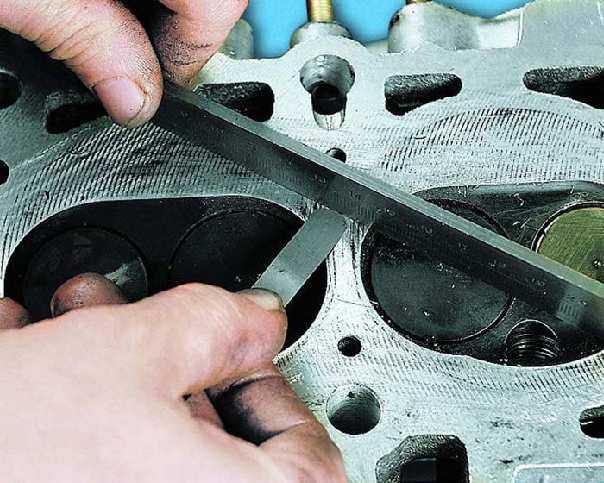
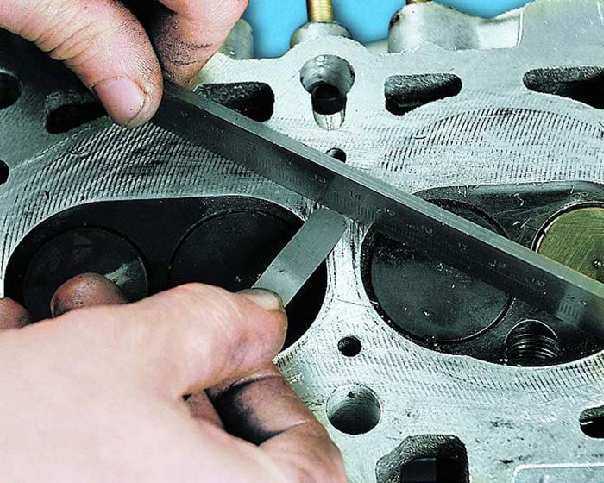
Для самостоятельной шлифовки нам понадобятся в первую очередь набор щупов, лекальная металлическая линейка, с её помощью будем определять насколько сильно изогнута ГБЦ и степень её неровности. Это скорей метод на глаз, так как только визуально можно понять, где и сколько стоит шлифовать.
Помимо такой неровности могут быть еще трещины и подобные дефекты. Это говорит о том, что двигатель хорошо перегревался и детонировал. Чтоб определить такие трещины стоит покрасить ГБЦ медленно сохнущей краской и через несколько минут стереть. Там где краска останется и будет трещина. Краску желательно использовать ярких цветов. К сожалению, увидеть можно будет только большие трещины, а вот микротрещины только с помощью специальных приборов.
В любом случае, какой бы не была изогнута ГБЦ, первым делом перед началом шлифовки нужно проверить как на большие, так и на микро трещины.
16-клапанный двигатель на «семёрку»
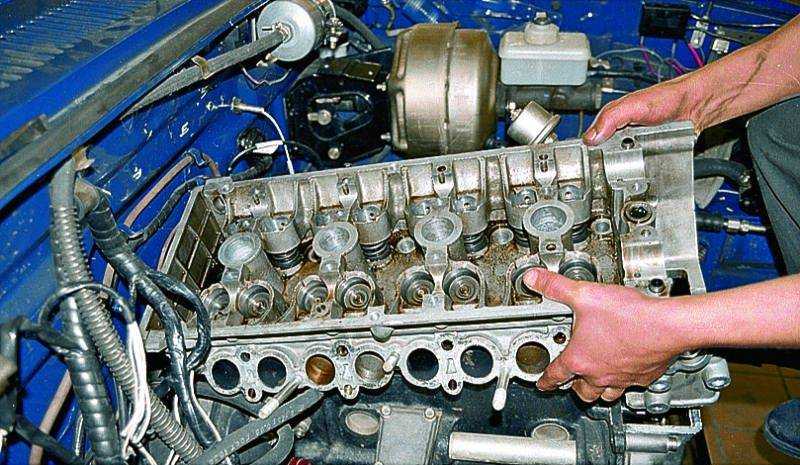
На ВАЗ 2107 с завода устанавливается 8-клапанный силовой агрегат. Разумеется, одним из самых простых способов тюнинга можно считать замену на 16-клапанный двигатель. Традиционно выбирается двигатель от ВАЗ 2112, так как он практически идентичен по габаритам мотору с ВАЗ 2107 и отвечает всем требованиям мощности и экономичности.
Двигатель от 2112 подходит для «семёрки» по всем параметрам
Установка 16-клапанного мотора на «семёрку» проводится по следующему алгоритму:
Подготовить мотор к установке. Для этого нужно снять маховик и обточить венец с внутренней стороны. Обточка необходима для того, чтобы детали стартера более легко соединились со сцеплением маховика. Помимо обточки потребуется заменить подшипник первичного вала на подшипник от 2112, иначе новый двигатель просто не войдёт в место посадки.
Установить подушку двигателя. Оптимальный вариант подушки — от автомобиля «Нива», так как он выдерживает большие нагрузки. На подушки положить несколько толстых шайб, чтобы поднять двигатель чуть выше.
Закрепить стартер, используя новые болты и гаечные ключи.
Установить МКПП. Можно использовать старую коробку, уже стоявшую на ВАЗ 2107. Рекомендуется заранее проверить уровень масла в ней и убедиться в надёжности фиксации КПП.
Видео: порядок установки
https://youtube.com/watch?v=L_hzV-k1ozw
16-клапанный двигатель вместо 8-клапанного — оптимальный вариант для тех водителей, которые хотят чувствовать быструю отдачу от своих действий во время езды, оптимизировать мощности мотора и ресурс всего автомобиля в целом.
Таким образом, любой вид тюнинга двигателя ВАЗ 2107 способен превратить машину в более скоростную и выносливую модель. Однако при выполнении любого вида работ следует придерживаться регламента и техники безопасности, в ином случае лучше обратиться к опытным специалистам.
Как притереть клапана
Притереть клапана представляется возможным несколькими методами. Разберем все по очереди.
Вручную
Для осуществления притирки клапанов нужно руководствоваться следующим алгоритмом:

- После снятия клапана нужно тщательно вычистить его. Для данной процедуры лучше использовать подходящие средства для чисти и абразивную поверхность.
- Затем требуется нанести малый слой притирочной пасты на фаску клапана. Начинать рекомендуется с пасты крупной зернистости, а затем переходить на меньшую зернистость.
- Если применяется приспособление собственной работы, то необходимо засунуть клапан в специальное для него место, перевернуть ГБЦ и насадить держатель на стоящий в клапанной втулке и обработанный пастой клапан. Потом требуется хорошо закрутить болт для закрепления детали.
- Далее, необходимо плавно прокручивать устройство с клапаном поочередно в две стороны на пол оборота.
- Спустя небольшое время, нужно повернуть клапан на четверть оборота и повторить циклические притирающие движения.
- Так нужно продолжать до того момента, пока вы не увидите на фаске матовую ровную полосу серого оттенка. Ее ширина должна быть приблизительно 1,75-2,3 мм для клапанов, отвечающих за впуск и 1,44-1,54 мм для клапанов на выпуск. По окончанию процесса, на седле клапана также должна образоваться такая же полоска.

Иным показателем, который поможет определить, когда процедуру можно завершить, является смена звука притирки. В самом начале звук будет чисто «металлическим» и достаточно звонким. А под конец он изменится на более приглушенный, так как трение будет происходить между металлом и матом. Обычно притирочная процедура проходит за 5-10 минут, исходя из состояния детали и ситуации в целом.
Для данной процедуры в основном пользуются пастами различной зернистости, начиная с крупнозернистой. Алгоритм никогда не отличается, однако пастой с малой зернистостью лучше пользоваться только тогда, когда первая паста будет достаточно зашлифована и слой ее затвердеет.

Помимо этого, важно проверить, насколько хорошо был выполнен данный процесс. Для того чтобы это сделать, нужно нанести тонкую графитную полосу на фаску головки клапана и после этого засунуть данный клапан в направляющую втулку, придавить и повернуть его
Так можно проверить концентричность расположения детали, основываясь на следах графита. Если все было выполнено правильно, то все нанесенные полоски должны стереться после первого проворота клапана. Важно продолжать притирку до того момента, пока указанное условие не будет выполнено.




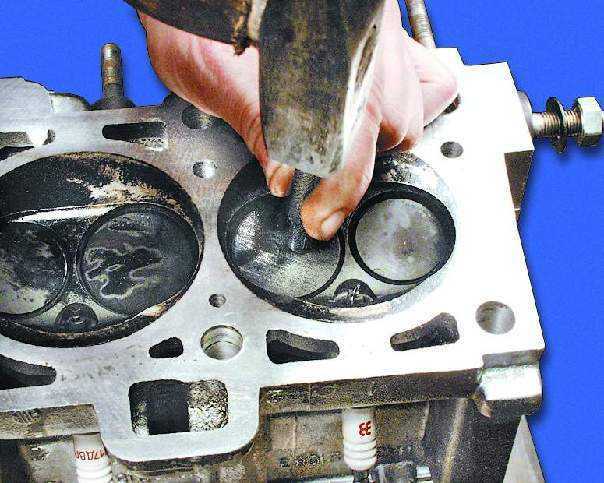
Дрелью
Притирка клапанов дрелью является более эффективным способом, позволяющим уменьшить время процесса и затрачиваемое усилие. Его принцип работы достаточно схож с прошлым. Инструкция следующая:

- Возьмите стержень из металла и натяните на него резиновый шланчик. Если необходимо, используйте хомут для фиксации.
- Зафиксируйте стержень со шлангом в патроне дрели.
- Возьмите клапан и насадите на его ножку пружинку, затем верните его на место.
- Слегка выдвиньте клапан из ГБЦ и нанесите немного пасты на его фаску вокруг тарелки.
- Засуньте ножку клапана в шланг. Если необходимо, используйте хомут для фиксации.
- На слабых оборотах дрели начните притирать клапан в его гнезде.
- Деталь также стоит двигать туда-сюда, с чем вам поможет пружина.
- Спустя небольшое время вращения, переключите дрель, и начните процесс в обратном направлении.
- Продолжать процесс стоит до того момента, как на корпусе детали не выявится матовая полоска.

После притирки хорошо очистите клапан от пасты, лучше всего воспользоваться растворителем.
Способ вращения, с помощью пневмоинструмента
Он позволяет выполнить процедуру быстро, легко и практически без усилий. Устройство состоит из моторчика, присоединенного к штифту, на который прикрепляется присоска для фиксации клапана. Для того чтобы инструмент функционировал, потребуется сжатый воздух.

Одним из преимуществ этого способа является минимизация риска ошибок в процессе. Инструмент контролирует всю работу сам, включая угол вращения, интенсивность и обороты. Наряду с этим сам процесс протекает в ускоренном формате, относительно других способов.
Метод пристукивания, применяя пневмомашинку
Отличительной особенностью пневмомашинки является технология притирки, которая копирует настоящую работу клапанов, относительно вращательного способа. Применение пневмомашинки для притирки клапанов – это легкий метод, который позволяет достичь большой точности и отличного качества обработки.

Однако следует помнить, что после всего процесса требуется хорошо отмыть деталь, чтобы избежать возможных повреждений цилиндров и компонентов мотора, если абразивный материал попадет внутрь.
Нюансы замены прокладки
На некоторых ресурсах советуют изучить прокладку, чтобы узнать, какие именно повреждения на ней образовались. Это, на самом деле, лишь трата времени, ведь указанный элемент не ремонтируется. Просто выбросьте старую и поставьте новую.
На последнем моменте необходимо остановиться. Удалив старый уплотняющий элемент, хорошенько очистите располагающуюся под ним поверхность. При нужде обработайте тонкой шкуркой – только на идеальное ровное основание есть смысл устанавливать приобретенную прокладку. Малейшая выпуклость, даже при правильной затяжке, спровоцирует течь.
До возврата на место головки убедитесь, что все клапаны вашего автомобиля ВАЗ исправны
Особе внимание уделите сальникам – изношенные лучше сразу заменить. Если на машине используется прокладка нового образца, то ее монтируют на герметик – нанесите его по периметру с обеих сторон
Шлифовка гбц своими руками как отремонтировать megasos фото и видео
Смотрите видео
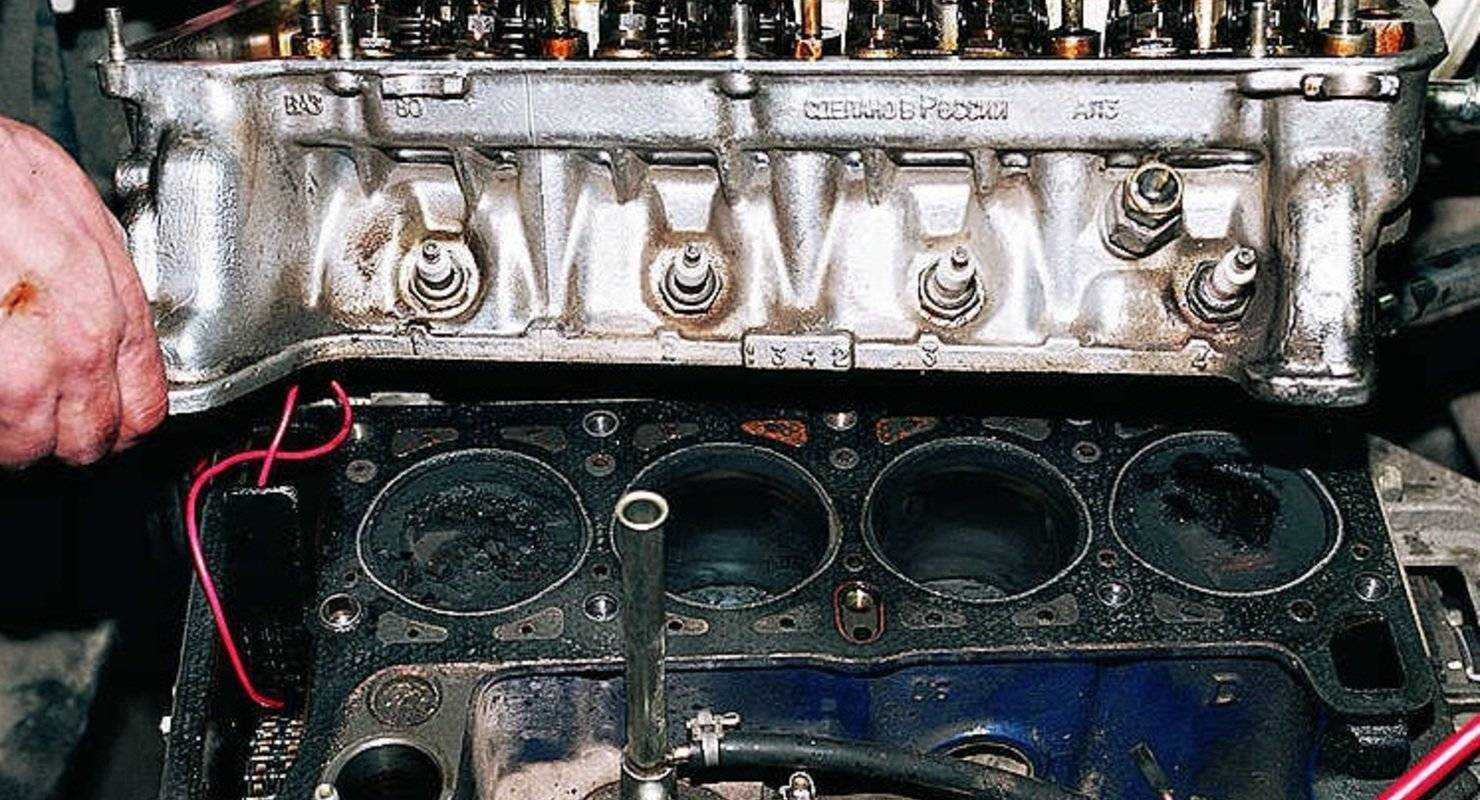
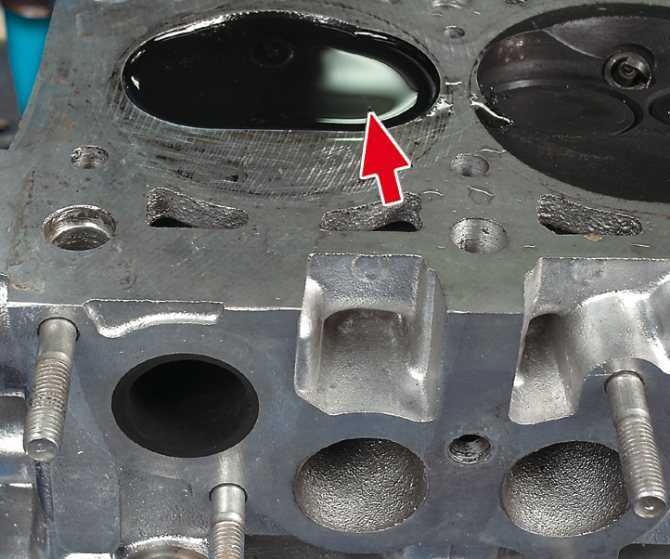
Такие признаки как кипение двигателя, пузыри в радиаторе, масло серого цвета могут сигнализировать неисправность этой прокладки гбц. Да и видно, что поверхность блока имеет не ровную поверхность, где-то даже просевшую, и с завода фрезеровка совсем не радует … слишком кустарно отфрезеровали. Если клапана плохо притёрты, то будет недостаточное разряжение на манометре, так как через клапаны прорывается воздух. Чтобы понять, что клапан достаточно притерся, необходимо оценить визуально поверхность места установки и торцевой части клапана. Далее снимаем со шкива ремень грм, то есть откручиваем болт и шайбу крепления шкива и снимаем последний с распределительного вала.
Шлифуем гбц в гаражных условиях повторять опасно
Замена клапанов гбц процедура рассухаривания и замены клапанов по статистике чаще всего проводится на старых отечественных авто и иномарках. Одним из ключевых показателей стабильной работы двигателя является наличие на такте сжатия в камерах сгорания компрессии достаточного уровня. Поэтому лучше не полениться, отшлифовать головку и ездить спокойно не думая о скором прогаре прокладки. Выбирается паста в зависимости от степени загрязнения, качества и марки металла клапанов, года выпуска и модели двигателя.
Разница между упомянутыми далее способами существенная: использование станка даёт наиболее точный результат, тогда как вручную притирать клапана достаточно сложно и долго, а качество выполненных работ наименее высокое. Притирать следует до тех пока на тарелке клапана и седле не появится однородная матовая полоса шириной не менее 1,5 мм. Если уровень керосина начнет понижаться, значит, есть утечка и герметичность клапанной системы нарушена. Нужно соотносить размер поверхности к определённому диаметру круга, тогда залог успеха вам 100% обеспечен.
Шлифовка головки двигателя мастер класс
Для установки новых втулок вам потребуется: оправка для установки; смазка (можно использовать обычное моторное масло); молоток. Дополнительные манипуляции при такой процедуре не нужны, кроме сборки гбц и предварительной промывки клапанов. Белым лучше алюмений тереть, он нежней и не оставляет глубоких рисок, зелёный по сильней и средние риски. Планирую взять круг диаметром 250мм 25а пп 250х16х32 f60 (25) см — (электрокорунд белый) или млжет стоит взять 64с (карбид кремния зеленый) ?
Проверить, насколько герметично прилегают клапаны можно, как уже говорилось вначале, при помощи керосина. Остается только отшлифовать головку до затирки всех неровностей, обязательно диск водите по всей длине головки и не пытайтесь тереть только в одном месте. Всё получится, сложного нет нечего, главное равномерно тереть и круг выбрать соответствующего диаметра под определённый размер обрабатываемой поверхности. Но все эти нюансы мы рассматривать не будем, а остановимся на самых характерных поломках крупных узлов и элементов.
Пошаговая инструкция с фото и видео
Шаг 1: Подготовка инструментов. Для выполнения работы вам понадобятся следующие инструменты: гаечный ключ, измерительный инструмент (например, рулетка), уровень, отвертка, накладные прокладки.
Шаг 2: Подготовка автомобиля. Перед началом работы убедитесь, что двигатель остановлен и автомобиль находится на ровной горизонтальной поверхности. Также рекомендуется установить автомобиль на подъемник или использовать домкрат и подставку для безопасности.
Шаг 3: Откройте капот и обозначьте плоскости ГБЦ. С помощью маркировки или специальных шаблонов обведите контуры плоскостей ГБЦ на поверхности двигателя. Это поможет вам в дальнейшей работе.
Шаг 4: Отвинтите крепежные болты. С помощью гаечного ключа аккуратно отвиньте болты, которые фиксируют плоскости ГБЦ на двигателе. При необходимости используйте накладные прокладки для обеспечения жесткости и равномерного распределения нагрузки.
Шаг 5: Проверьте выравнивание плоскостей. С помощью уровня и измерительного инструмента проверьте, насколько ровно расположены плоскости ГБЦ. Если необходимо, сделайте необходимые корректировки, например, с помощью вращения болтов, чтобы достичь ровного положения.


Шаг 6: Закрепите плоскости. Когда вы удовлетворены результатом проверки, закрутите крепежные болты плоскостей ГБЦ с помощью гаечного ключа. Убедитесь в том, что они надежно закреплены, но не перекручены, чтобы избежать повреждения или деформации плоскостей.
Шаг 7: Проверьте выравнивание снова. После закрепления плоскостей перепроверьте их положение с помощью уровня и измерительного инструмента. Если необходимо, внесите дополнительные корректировки до достижения желаемого результата.
Теперь, когда вы ознакомлены с этой пошаговой инструкцией, вы можете безопасно приступить к выравниванию плоскости ГБЦ своими руками. Удачного ремонта!
Как выполнить своими руками правильно
Притирать клапана можно несколькими способами. Оптимальный вариант — использование станков и фрез, но они не всегда есть рядом. В таком случае лучше прибегнуть к ручному варианту.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы.
- Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать.
- «Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны.

Инструмент для притирки клапанов: зажимающая сверху модель
При отсутствии инструмента подойдут шуруповёрт или дрель.
Рекомендуем: Диагностика и регулировка фар на автомобиле Лада Гранта
Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления:
- абразивная или алмазная паста;
- пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан;
- керосин.
Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.

Важный этап притирки клапанов: нанесение абразивной пасты
Притирка своими руками на ВАЗ 2109 с помощью пасты
- Возьмите клапан в руки и наденьте на него пружину. Верните клапан на место, обратно в машину.
- Подожмите его пальцами и установите на ножку заранее подготовленный инструмент.
- Винтом зафиксируйте инструмент на клапане.
- Нанесите на притирочную плоскость тарелки абразивную пасту.
- Вращайте клапан в обе стороны, выполняя притирку. Нужно выполнить около 5 движений, после чего следует поднять изделие, перевернуть его на 90 градусов и повторить действия.
- Выполняйте процедуру, пока на тарелке и седле головки не появится матовое кольцо серого цвета.
- По завершении работ со всеми клапанами протрите их керосином и тщательно вытрите ветошью.

Так должен выглядеть клапан после притирки
Как притереть на станке
Если есть доступ к станку, лучше воспользоваться им.
- Зажмите клапан в специальном фиксаторе, включите станок. Шлифовальный круг быстро вращается в одну сторону, клапан — в другую, медленнее. Аккуратно подводите изделие к кругу и притирайте его.
- Не шлифуйте изделие слишком сильно. Прекратите обработку, как только процесс шлифовки станет непрерывным.
- Остановите агрегат, снимите клапан и протрите его керосином.
- После этого нужно осмотреть головку блока цилиндров. Изучите седла, запрессованные в головке. Притирать их можно только при отсутствии повреждений. Если на сёдлах имеется прогар, обработайте его шарошкой — пока серое кольцо не возникнет по всему кругу.

Чтобы обработать седла, нужна вот такая шарошка
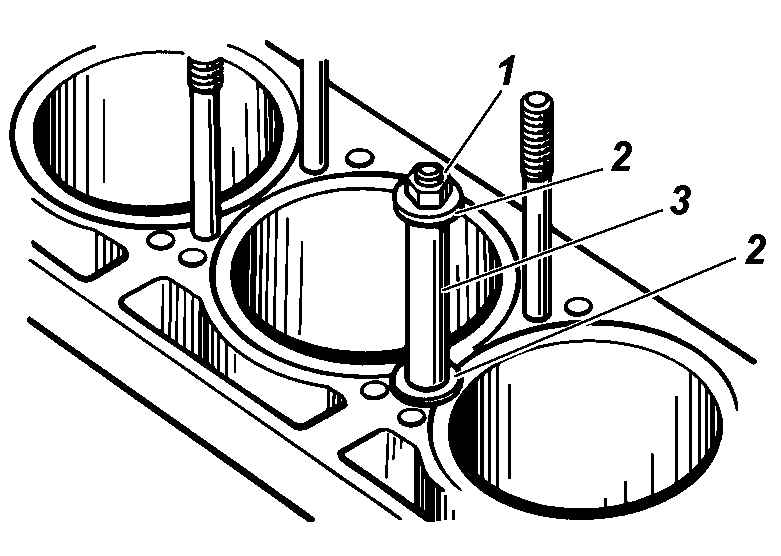
Приспособление для притирки клапанов своими руками
Если хозяин авто по какой-то причине не приобретает готовый агрегат для притирки, то ниже будет подробно описано, как притереть головку блока без него, в домашних условиях. Придется самостоятельно изготовить устройство, используя имеющиеся материалы. Вам пригодится:
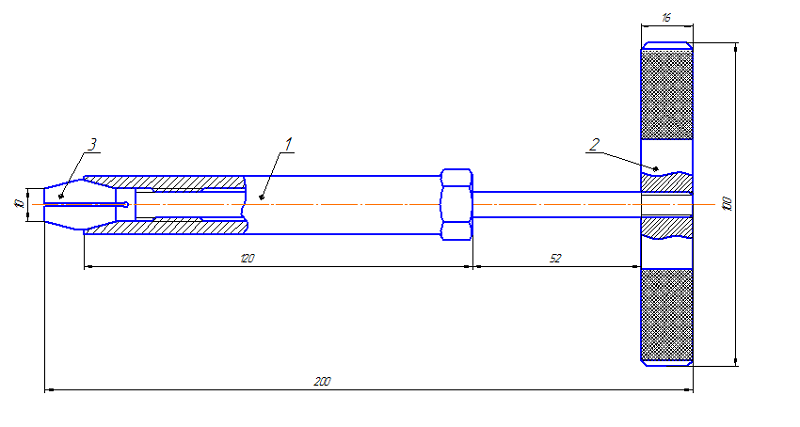
- Пустая внутри трубка из металла. Длина должна быть от 10 до 20 см, а ее внутренний диаметр на 2-3 мм больше, чем диаметр ножки клапана.
- Электродрель (можно шуруповерт) и сверло на 8,5 мм к нему.
- Какая-либо сварка.
- 8-ми миллиметровый болт с гайкой.
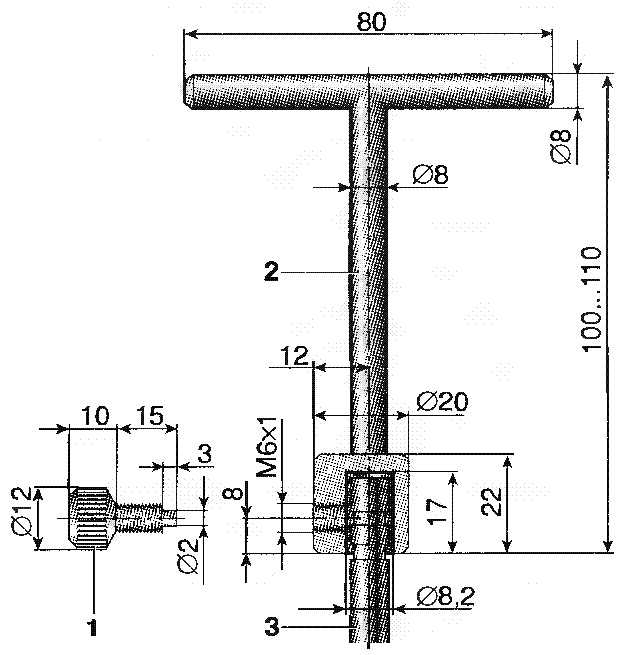
Для изготовления притирочного инструмента нужно изучить следующий алгоритм:
- Используя сверло, сделайте отверстие на 2-3 мм больше, чем стержень клапана по диаметру, на дистанции 7-10 мм от края трубки из металла.
- Приварите гайку точно над просверленной дырой, но не заденьте резьбу.
- Ввинтите болт в гайку так, чтобы конец болта достигал внутренней части, находящейся противоположно от дыры на стене трубки.
- Чтобы сделать рукоятку, следует загнуть оставшийся кусок трубы или присоединить иную деталь из металла, похожую формой с помощью сварки.
- Выкрутите болт, засуньте ножку клапана в трубу и хорошо зажмите его снова применив болт.
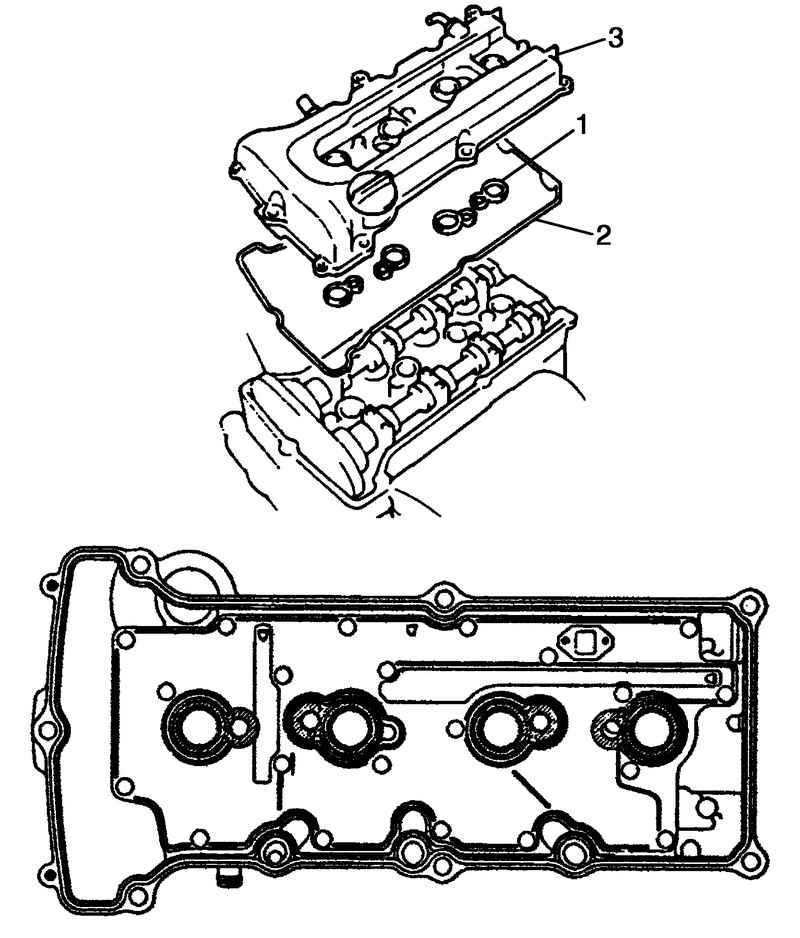
Конструкция детали: что входит в ГБЦ
Поподробнее рассмотрим, из чего состоит ГБЦ.
Первоначально детали головки изготавливались из чугуна. Выбор материала был обусловлен высокой вибронагруженностью и температурным режимом работы двигателя. Чугун обладает высокой механической прочностью и термоустойчивостью. Он не подвержен деформациям и короблению при нагревании. Основной недостаток чугуна – большой удельный вес. Современное материаловедение позволяет использовать сплавы из легких металлов (например, из алюминия), которые отвечают всем вышеперечисленным характеристикам, но обладают меньшей массой.
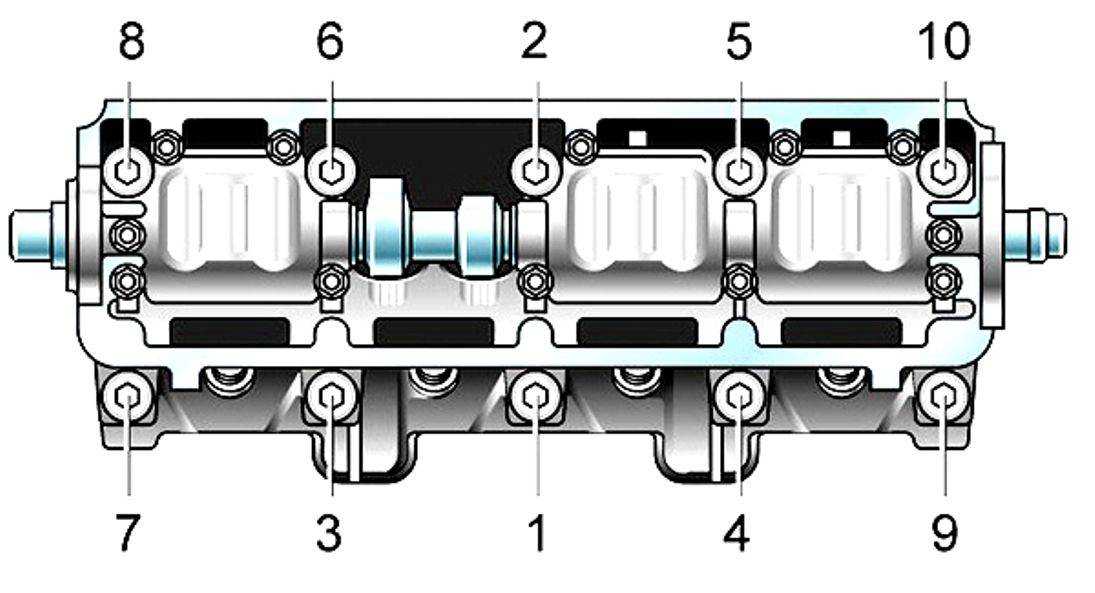
Герметизация плоскости разъема блока и головки цилиндров осуществляется посредством специальной прокладки. Это сложная деталь, в основу которой входит армированный асбест. Она должна повторять все контуры и каналы головки и при этом выдерживать высокое давление и температуру. Во время крепления болтов головки блока цилиндров необходимо соблюдать заданное усилие и последовательность затяжки. Обычно она осуществляется в несколько этапов и деформирует прокладку в определенных местах.
Что входит в состав ГБЦ?
- Прокладка создает герметичное соединение и функционирование систем охлаждения и смазки.
- ГРМ – это газораспределительный механизм, включающий в себя цепь (ремень), связывающую коленвал и распредвал, собственно распределительный вал и клапаны с пружинным механизмом.
- Корпус головки блока цилиндров называется картером. В нем расположены все детали и механизмы.
- Резьбовые отверстия для монтажа свечей системы зажигания и форсунок для впрыска топлива.
- Камера сгорания, в которой происходит рабочий процесс воспламенения горючей смеси, обеспечивающий работу двигателя.
- Цепь или ремень ГРМ.
- Привалочные плоскости с отверстиями для крепления впускного трубопровода и выпускного коллектора вместе с датчиками и патрубками системы охлаждения.
Клапаны впуска и выпуска расположены вдоль постели распредвала. При использовании двух клапанов на цилиндр они расположены в один ряд. При использовании четырехклапанной конструкции (два впускных и два выпускных на цилиндр) они располагаются в два параллельных ряда. Ось клапанов имеет отклонение от перпендикуляра к плоскости разъема головки и блока цилиндров, как правило, в 20 градусов.
В передней части головки находится пространство для звездочки газораспределительного механизма цепи (или ремня) и ее успокоителя. Они приводят в движение распредвал. Камеры сгорания расположены над цилиндрами и имеют немного меньший диаметр, чем поршни. Благодаря такому несоответствию на границе блока цилиндров и ГБЦ создается завихрение топливной смеси в конце такта сжатия. Это благоприятствует воспламенению горючего и увеличению мощности двигателя.
Слева по направлению движения автомобиля расположены входные отверстия для монтажа свечей зажигания и форсунок подачи топлива. Они вкручиваются по резьбе и участвуют в процессе работы двигателя. На противоположной стороне находятся площадки для подсоединения впускного и выпускного трубопроводов. Также сюда подходят патрубки, подводящие охлаждающую жидкость к ГБЦ.
Сверху головка блока цилиндров имеет сложную конфигурацию, обеспечивающую расположение элементов газораспределительного механизма. Вдоль центральной оси идут площадки для монтажа вкладышей распредвала. В них помещается сам распредвал и сверху фиксируется крышками с ответными полукольцами подшипников скольжения. В специальные отверстия под распредвалом запрессовываются направляющие втулки клапанов. Над ними крепятся шайбы сложной формы, в которые устанавливаются пружины, удерживающие клапан в поднятом состоянии. Сверху ГБЦ надевается металлическая или силуминовая крышка, закрывающая механизмы.
Из чего еще состоит ГБЦ? В головке блока цилиндров имеются неподвижные элементы, такие как:
- седла клапанов, обеспечивающие герметичность впускных и выпускных клапанов в закрытом состоянии;
- направляющие клапанов, задающие вектор их перемещения.
Седла и направляющие запрессовываются с натягом в ГБЦ. В домашних условиях выполнить такую работу очень сложно. Требуется сильный нагрев головки блока цилиндров и глубокое охлаждение ответных деталей перед процессом монтажа. Долгая запрессовка может привести к выравниванию температур и заклиниванию направляющей или клапана. Кроме того, головки из алюминиевого сплава подвержены деформации при нагревании, поэтому перегрев может стать для них фатальным. Для выполнения этой операции лучше обратиться в специализированную мастерскую.




Основные причины для шлифовки

Первым и главным условием для начала шлифовки это неровная установка прокладки для ГБЦ и последующее её прогорание. Причинами такого появления может быть перегрев двигателя, попадание небольших механических частей или вода, которая при детонации может повредить прокладку.
Сама же прокладка не так уж и проста, она состоит из нескольких слоев и каркаса, делают её с перфорируемой тонколистовой стали. Основным назначением является герметизация стыков двух частей. Закипание двигателя, пузыри в системе охлаждения, смена цвета масла это первые показатели, что прокладка ГБЦ пришла в негодность.
Часто еще второй причиной шлифовки считается тюнинг двигателя. Признаком для этого является снижение мощности двигателя, при нажатии на педаль акселератора, или попросту двигатель перестает тянуть. Сразу хочется сказать, что процесс не с простых и потребует затрат как времени, так и денег.





Расточка головки блока цилиндров своими руками
Для этого нужно выполнить следующие действия:
- На подготовленный и отцентрированный деревянный чурбак наматывают крупнозернистую наждачную бумагу.
- Наждачную бумагу смазывают маслом для облегчения манипуляции и вручную проводят расточку.
- Если чурбак легко входит в цилиндр, то на него нужно положить слой бумаги, а сверху намотать наждачную бумагу.
- Деревянная оправка должна с усилием и проворотом входить в цилиндр.
- Далее подставляем бумагу, не забывая проверять, как входит в цилиндр, в заранее купленный новый поршень.
- Как только видим, что поршень можно втиснуть в цилиндр, то расточку прекращаем и занимаемся шлифовкой более мелкой наждачной бумагой.
Способ крайне брутальный и неточный. При его применении мы не сможем обеспечить сносность цилиндров, точность расточки и правильно нанести сетку хона.
Уточняем, какие есть ремонтные размеры поршней для двигателя и измеряем цилиндры. Если на цилиндрах Вашего автомобиля есть глубокие задиры, которые по расчётам не снимутся расточкой в один ремонт, то придётся растачивать на второй ремонтный размер. После расчётов, или уже после расточки приобретаем комплект поршней и колец необходимого ремонтного размера. Производим разборку блока (можно, конечно, обратиться на СТО для проведения всего спектра услуг, но полный сервис будет стоить намного дороже).
Подведение итогов и важность правильной притирки клапанов
Правильная притирка клапанов является критически важной процедурой, необходимой для обеспечения правильной работы двигателя. Эта процедура влияет на несколько важных параметров двигателя, таких как эффективность работы, мощность, расход топлива и уровень шума, что в свою очередь прямо влияет на надежность и жизненный цикл двигателя
Правильная притирка клапанов также позволяет поддерживать оптимальное давление в цилиндре, что обеспечивает равномерное распределение мощности и снижает энергопотребление.
Это также помогает предотвратить нежелательные побочные эффекты сгорания топлива, такие как отложения на поверхностях клапанов и седел, которые могут привести к их износу и повреждению.
Наконец, правильная притирка клапанов помогает предотвратить повреждение двигателя. Некачественная притирка клапанов может привести к тому, что в процессе работы двигателя седло клапана будет стираться и ослабляться, что в конечном итоге приведет к утечкам компрессии и к порче двигателя.
Таким образом, правильная притирка клапанов – важный элемент технического обслуживания двигателя, который помогает поддерживать его правильную работу и продлевает его жизненный цикл. Правильное следование этой процедуре должно быть регулярным пунктом в списке обслуживания на всех этапах жизненного цикла двигателя.