Содержание
-
Слайд 1
Преподаватель СПб ГБПОУ КСиПТ
Я.В. Боталова«Схемы расположения отклонений для валов и отверстий»
Цель урока: сформировать знания и умения при выполнении расчетов величин предельных размеров и допуска по данным чертежа и определять годность заданных размеров -
Слайд 2
Устный опрос.
1.Почему при изготовлении изделий неизбежны погрешности размеров?
2.В чём разница между номинальным и действительным размерами?
3.Какие размеры называют предельными?
4.Как связаны между собой предельный размер, номинальный размер и предельное отклонение?
5.Что определяет допуск?
6.Как связаны между собой предельные размеры и допуск?
7.Как связаны между собой предельные отклонения и допуск?
8.Как понимать обозначение 50-0.39 на чертеже? Чему в этом случае равно верхнее отклонение?
9.Как понимать обозначение 75+0.030 на чертеже? Чему в этом случае равно нижнее отклонение?
10. Какие элементы деталей имеют обобщённое название «отверстие»? Приведите конкретные примеры.
11. Какие элементы деталей имеют обобщенное название «вал»? Приведите конкретные примеры.
12. Как графически изображаются размеры, отклонения и поле допуска? Что на схеме обозначает нулевая линия?
13. В чём различие между понятиями «допуск» и «поле допуска»?
14. Сформулируйте условия годности действительного размера вала.
15. Сформулируйте условия годности действительного размера отверстия.
16. В каком случае действительный размер, равный номинальному, окажется бракованным? -
Слайд 3
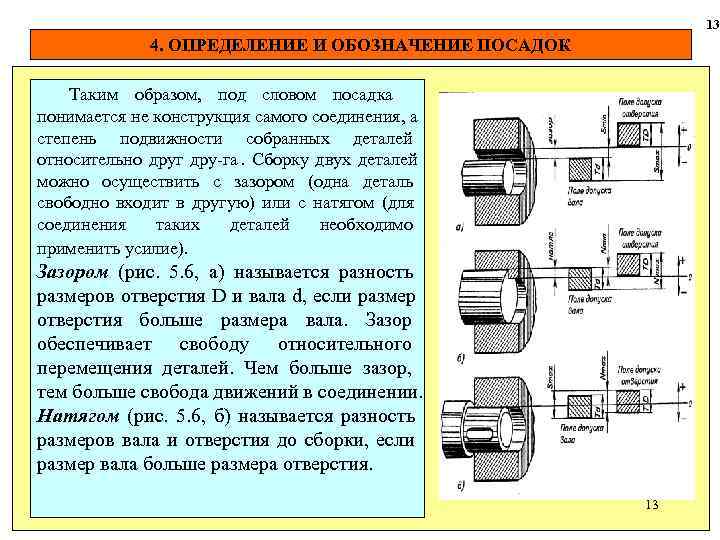
Сопрягаемые детали – две или несколько подвижно или неподвижно соединяемых деталей.
Сопрягаемые поверхности – это поверхности, по которым происходит соединение деталей.
Несопрягаемые (свободные) поверхности – это конструктивно необходимые поверхности, не предназначенные для соединения с поверхностями других деталей.
В соединении деталей различают:
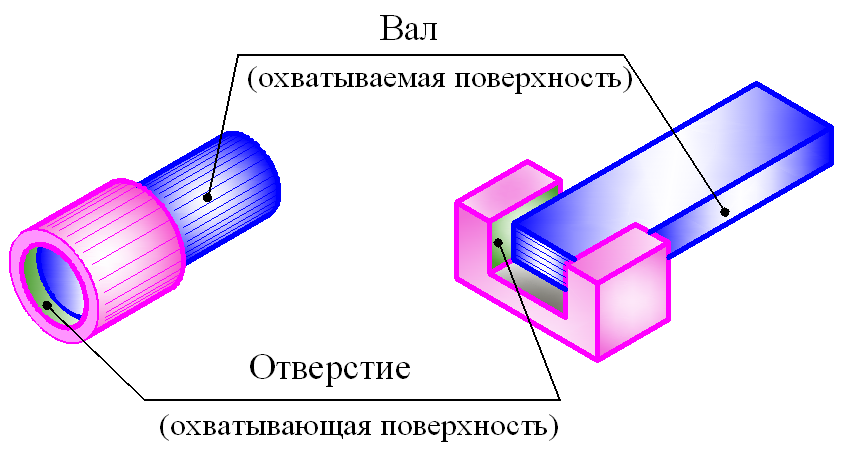
— охватываемые (наружные) поверхности, для обозначения которых введён специальный термин «вал»;
— охватывающие (внутренние) поверхности, для обозначения которых введён специальный термин «отверстие». -
Слайд 4
d
Dd
DЭти термины относятся не только к цилиндрическим деталям, но и к элементам деталей другой формы: резьбовых, шлицевых, плоских и т. д.
Примеры охватываемой и охватывающей поверхностей
-
Слайд 5
dmax
es=0
E
Dmin=D
EI =0
a
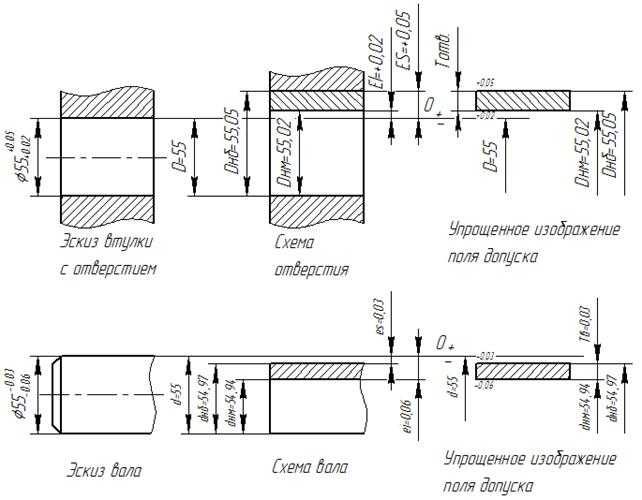
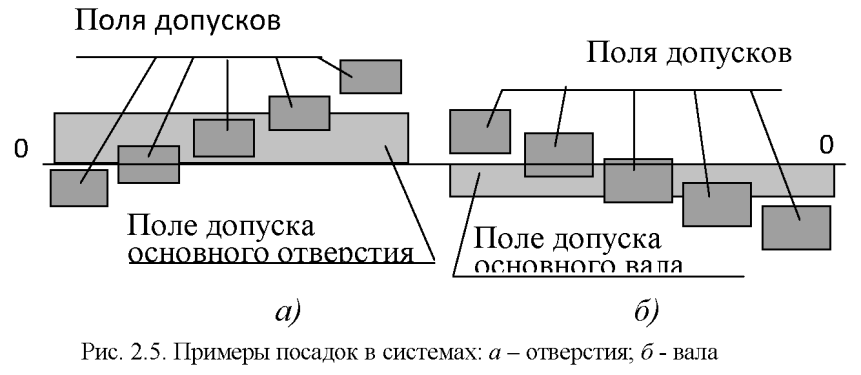
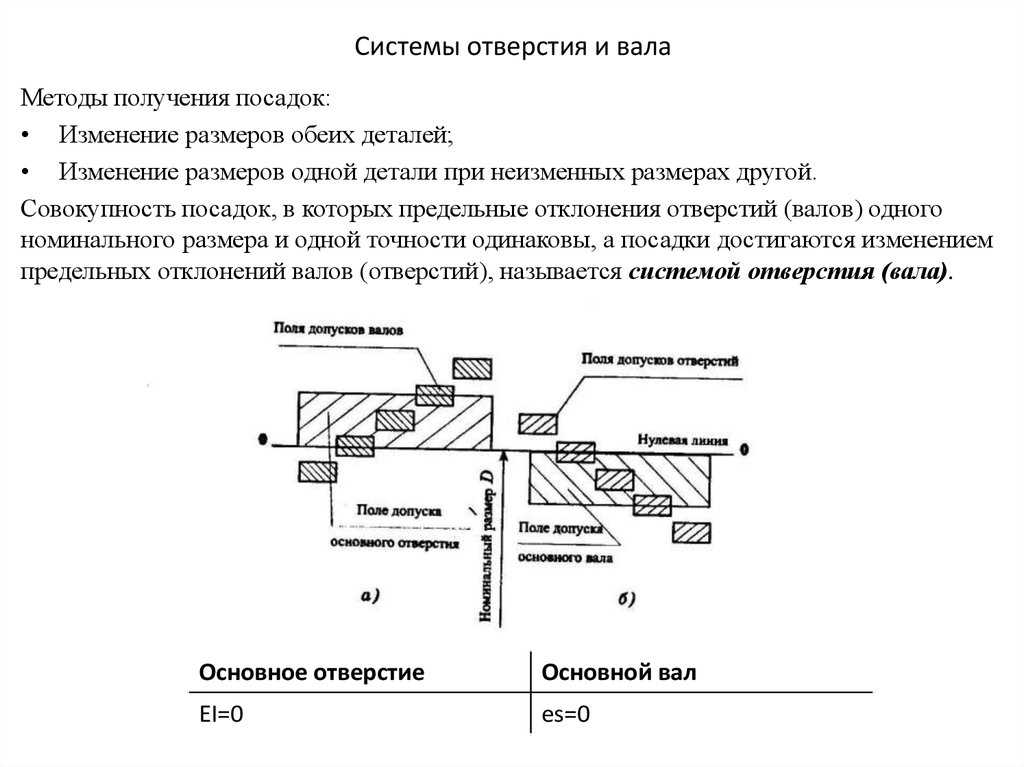
бОсновной вал – это вал, верхнее предельное отклонение которого равно нулю (еs = 0).
Основное отверстие – это отверстие, нижнее предельное отклонение которого равно нулю (EI = 0).Основной вал (а), основное отверстие (б)
-
Слайд 6
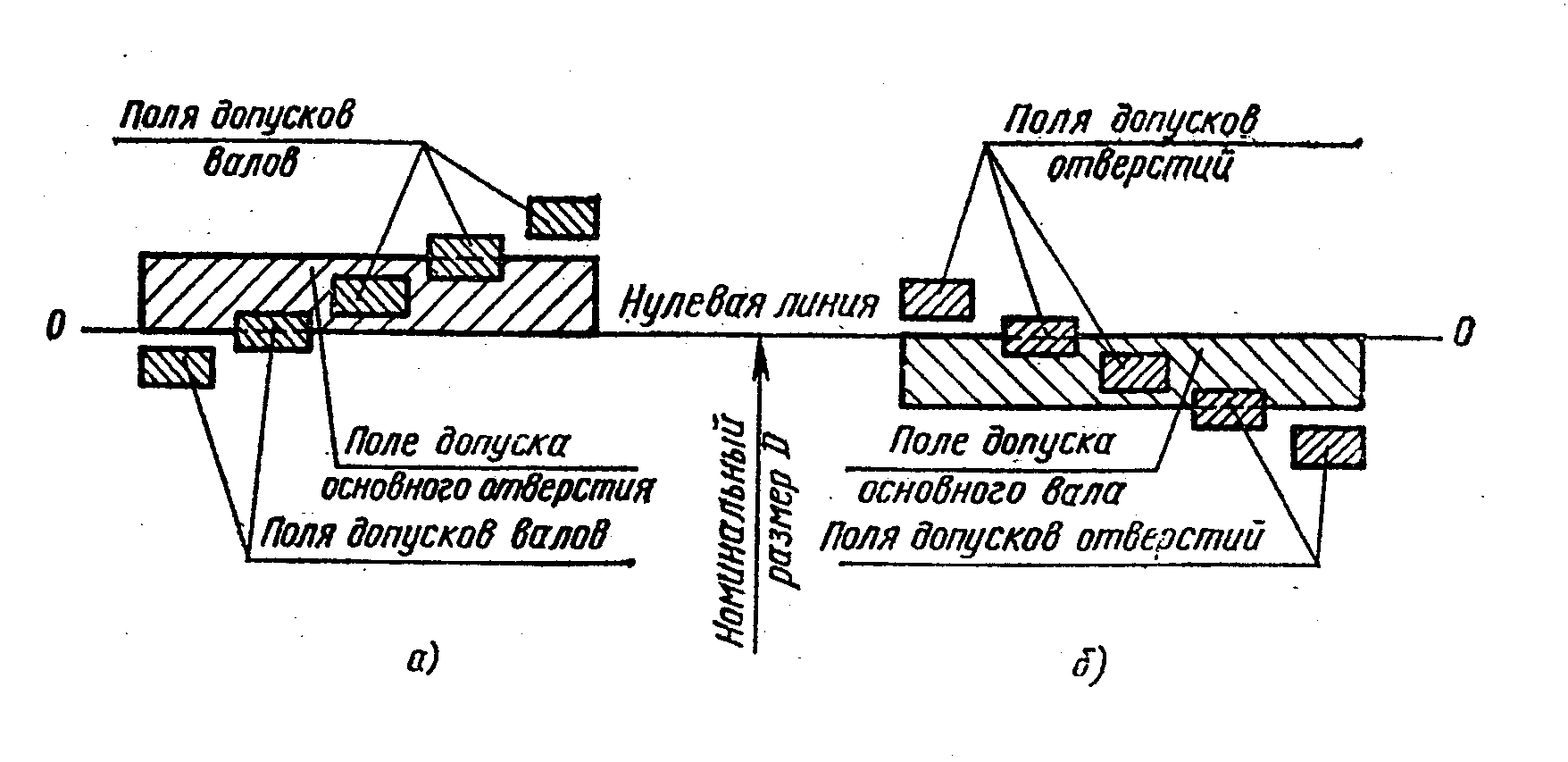
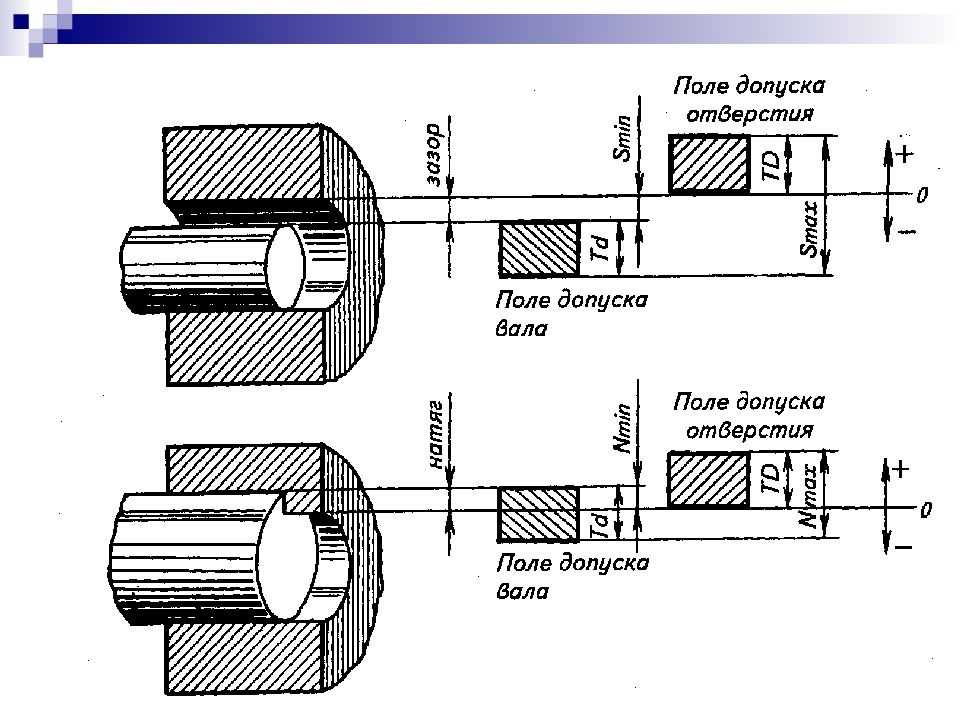
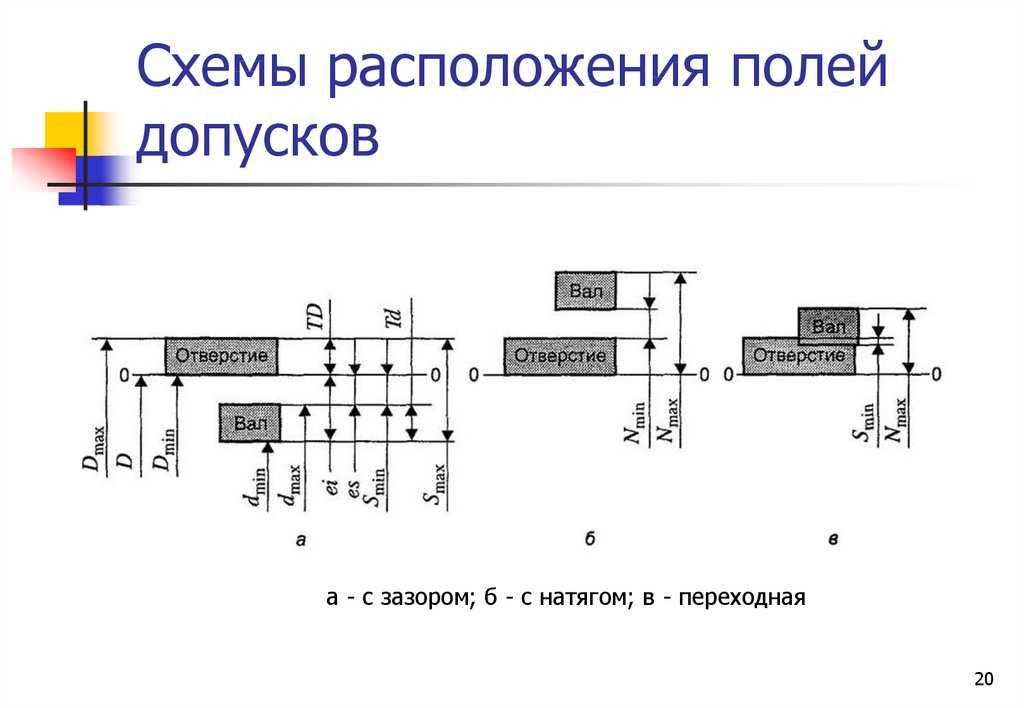
Поле допуска – зона между наибольшим и наименьшим предельным размерами, изображенная графически.
Нулевая линия – линия на схеме поля допуска, соответствующая номинальному размеру или номинальному контуру.
Будем откладывать отклонения по оси у. Это будут координаты относительно нулевой линии предельных контуров. Отклонения могут иметь знак «+» и «-», поле допуска относительно нулевой линии расположится по-разному. (Пример для вала)
Допуски размеров охватывающих поверхностей принято сокращённо называть допуском отверстия и обозначать ТD.
Допуски размеров охватываемых поверхностей принято сокращённо называть допуском вала и обозначать Td. -
Слайд 7
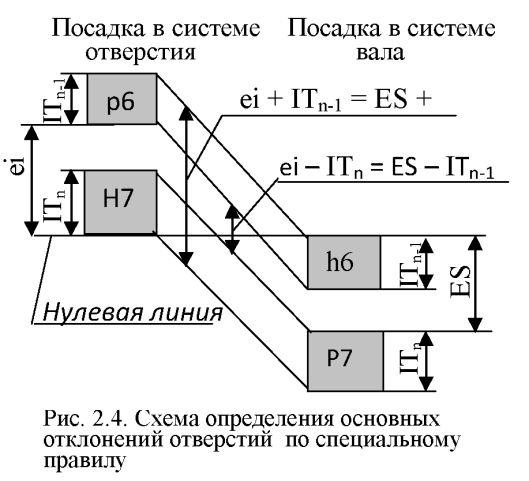
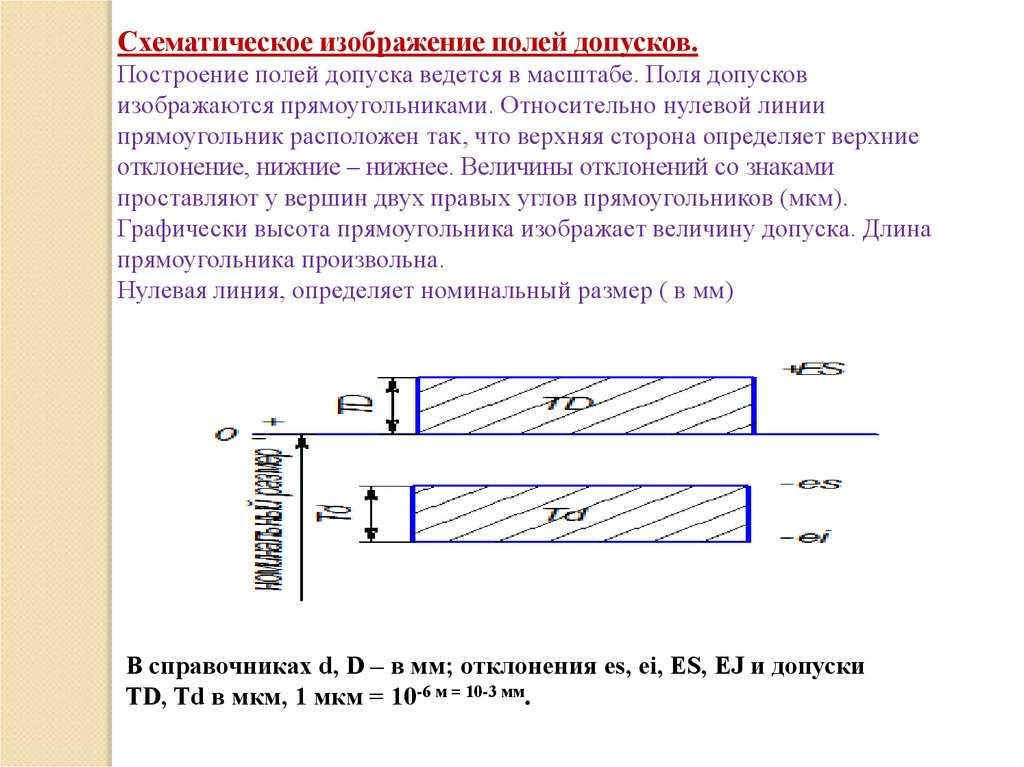
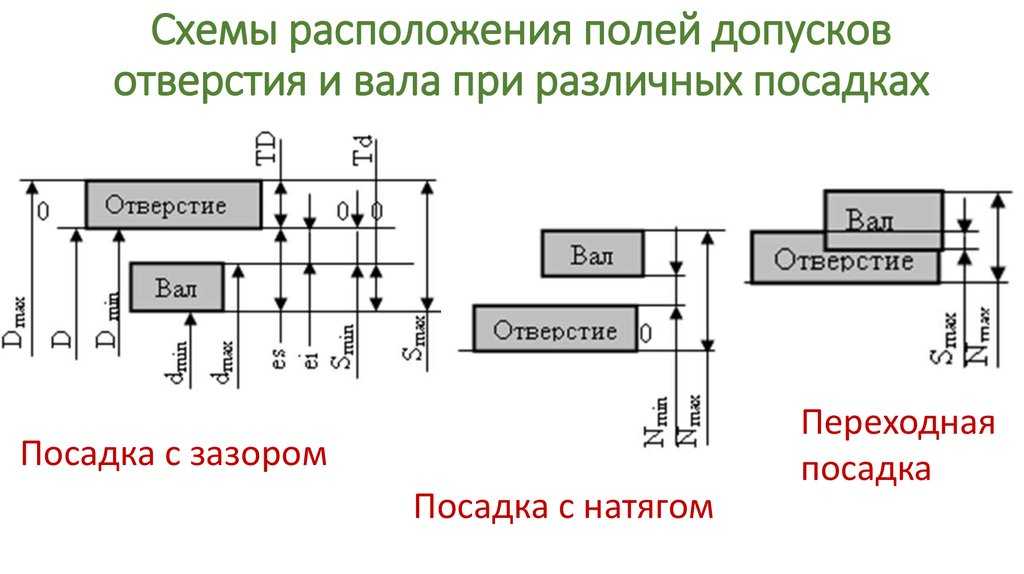
Схематическое изображение полей допусков.
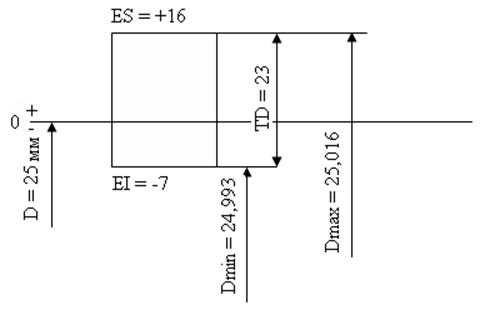
Построение полей допуска ведется в масштабе. Поля допусков изображаются прямоугольниками. Относительно нулевой линии прямоугольник расположен так, что верхняя сторона определяет верхние отклонение, нижние – нижнее. Величины отклонений со знаками проставляют у вершин двух правых углов прямоугольников (мкм). Графически высота прямоугольника изображает величину допуска. Длина прямоугольника произвольна.
Нулевая линия, определяет номинальный размер ( в мм)
В справочниках d, D – в мм; отклонения es, ei, ES, EJ и допуски TD, Td в мкм, 1 мкм = 10-6 м = 10-3 мм. -
Слайд 8
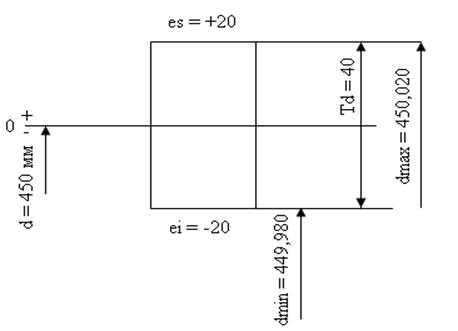
Впишите размеры и постройте поле допуска
-
Слайд 9
Домашнее задание :
1. Параграф 3.3.
2. Конспект урока.
3. Литература – учебная, информационная, справочная, техническая.
4. Самостоятельная работа: составить таблицу основных терминов и их определений. -
Слайд 10
Использованные ресурсы.
• Сергей Алексеевич Зайцев, Алексей Куранов, Андрей Толстов «Допуски и технические измерения», серия: «Профессиональное образование (Академия)». Учебник для учащихся НПО. Издательство «Академия», 2014г.
• Багдасарова Татьяна Ануфриевна. Допуски и технические измерения. Рабочая тетрадь. Издательство «Академия», 2014г.
Вышнепольский И.С. Техническое черчение. Учебник для учащихся НПО. Издательство Москва, 2009 г.
• http://studme.org/13250209/tovarovedenie/ponyatie_razmerah_otkloneniyah — сайт «Понятие о размерах и отклонениях» -
Слайд 11
ПРИНЯТЫЕ ОБОЗНАЧЕНИЯ
Посмотреть все слайды
Похожие презентации
««Линейная функция» 7 класс» — Мыс “Надежды”. Остров «Успех». Пролив “Трудный вопрос”. В открытом море находятся корабли. Залив «Трудный вопрос». Остров «Удача». О создании прямоугольной системы координат. Исторический залив. Море-океан. Линейная функция. Схема плавания.
«Степенная функция 9 класс» — Показатель р = – 2n, где n – натуральное число. Показатель – четное натуральное число (2n). Область значений функции – множество значений, которые может принимать переменная у. График четной функции симметричен относительно оси Оу. Показатель – нечетное натуральное число (2n-1). Свойства и график степенной функции зависят от значения показателя n.
«Свойства и график логарифмической функции» — Опр. Свойства функции: График показательной функции обязательно проходит через точку (0;1), т.к. если х=0, то у=1. Повторение.
«Периодические функции» — Периодические функции. Периодическая функция имеет бесконечное множество различных периодов. Свойство периодичности. Рациональное число является периодом функции Дирихле. Функцию, имеющую отличный от нуля период Т, называют периодической. Любая функция имеет период, равный нулю. Не у всякой периодической функции есть основной период.
«Свойства и график показательной функции» — Сравнить число с 1. Построение графика. Простейшие показательные уравнения. Показательная функция. Неизвестное содержится в показателе степени. Построить график функции y = 2x. Сравнить числа. График. Типовые задачи. Тесты по темам. Способы решения сложных показательных уравнений. Метод: замена переменной.
««Степенные функции» 11 класс» — Функция у=х-2. Функция у = х2n. У = х. Функция у = х2n-1. Функция у=х-3. Функция у=х0. Степенные функции с натуральным показателем. Кубическая функция. Степенная функция. Функция у=х4. Графиком является парабола. Гипербола.
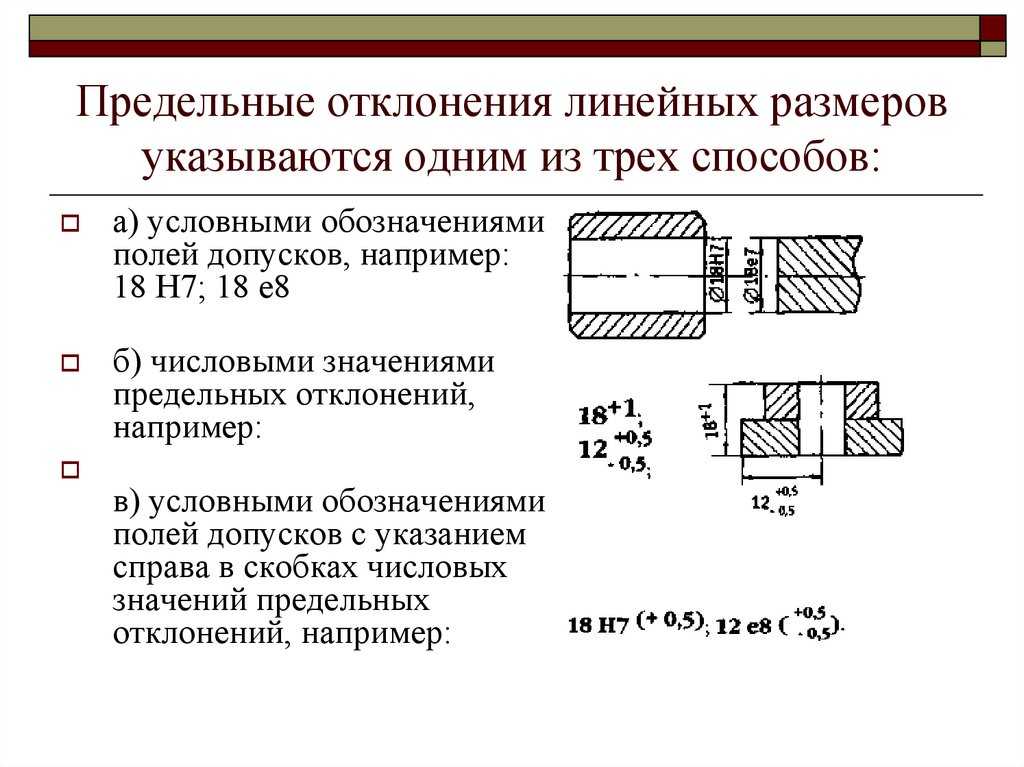
Примеры обозначений
Если на чертеже указано «30А3», то это значит, что рассматриваемую деталь необходимо обработать системе отверстия третьего класса точности, если будет указано «30А», значит по той же системе, но второго класса. Если допуск и посадки изготавливаются по принципу вала, то у номинального размера указывают необходимый тип. Например, деталь с обозначением «30В3» соответствует обработке по системе вала третьего класса точности.

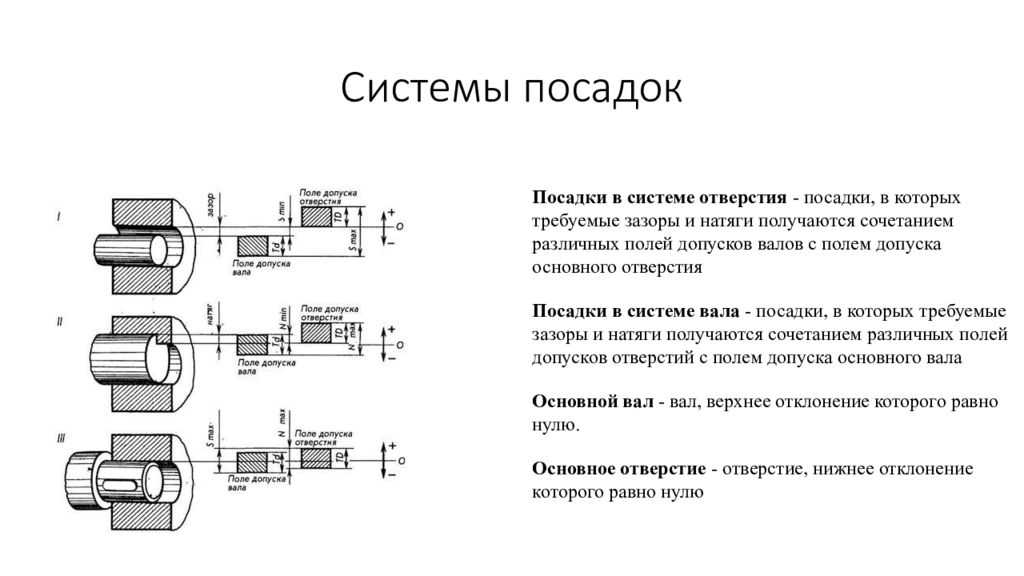
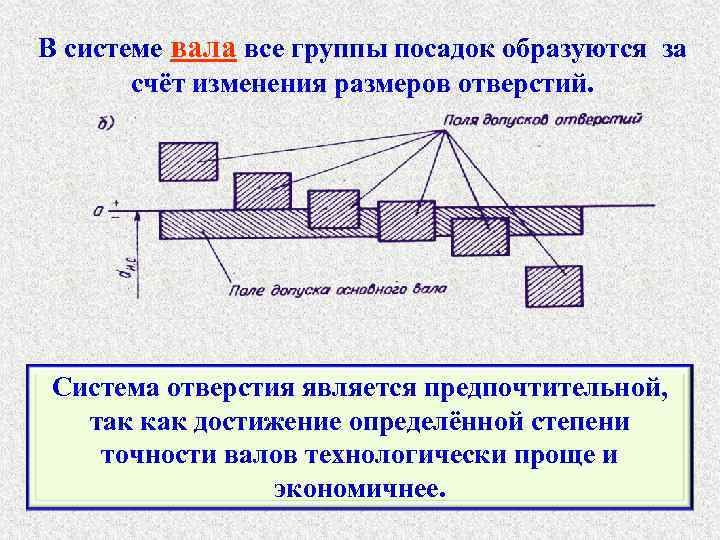

В своей книге М. А. Палей («Допуски и посадки») объясняет, что в машиностроении принцип отверстия применяется чаще, чем вала. Это связано с тем, что он требует меньших затрат на оснастку и инструменты. Например, для того чтобы обработать отверстие заданного номинального диаметра по этой системе, для всех посадок данного класса необходима только одна развертка, для изменения диаметра — одна предельная пробка. При системе вала для обеспечения каждой посадки в рамках одного класса необходимы отдельная развертка и отдельная пробка.
Основные понятия из этой системы
Номинальным называют основной размер, получаемый из расчета на прочность, жесткость или выбираемый конструктивно и проставляемый на чертеже. Проще говоря, номинальный размер детали получен конструкторами и разработчиками расчетным путем (исходя из требований прочности, жесткости и т. п.) и указывается на чертеже детали в виде основного размера.
Номинальный размер соединения является общим для отверстия и вала, составляющих соединение. По номинальным размерам выполняют в том или ином масштабе чертежи деталей, сборочных единиц и приборов.
Для унификации и стандартизации установлены ряды номинальных размеров (ГОСТ 8032-84 «Предпочтительные числа и ряды предпочтительных чисел»). Полученный расчетом или выбранный размер следует округлять до ближайшего значения из стандартного ряда. Это особенно относится к размерам деталей, получаемым стандартным или нормализованным инструментом, или присоединительным по отношению к другим стандартным деталям или узлам.
Для сокращения номенклатуры применяемого в производстве режущего и измерительного инструмента в первую очередь рекомендуется применять размеры, оканчивающиеся на и 5, а затем — на 0; 2; 5 и 8.
Размер, полученный в результате измерения детали с наибольшей возможной точностью, называют действительным. Не следует путать действительный размер детали с ее абсолютным размером.
Абсолютный размер – реальный (фактический) размер детали; его невозможно измерить никакими сверхточными средствами измерения, поскольку всегда будет присутствовать погрешность, обусловленная, в первую очередь, уровнем развития науки, техники и технологий. Кроме того, любое материальное тело при температуре выше абсолютного нуля «дышит» — на его поверхности постоянно перемещаются микрочастицы, молекулы и атомы, отрываясь от тела и возвращаясь обратно. Поэтому, даже имея в распоряжении сверхточные средства измерений, абсолютный размер детали определить невозможно; можно лишь говорить о реальном размере в бесконечно малый отрезок (момент) времени. Вывод очевиден — абсолютный размер детали (как и любого тела) — понятие абстрактное.
Размеры, между которыми может находиться действительный размер изготовленной детали, называют предельными, при этом различают наибольший и наименьший предельные размеры.
Выполненная в интервале между предельными размерами деталь считается годной. Если же ее размер выходит за предельные ограничения – она считается браком.
По предельным размерам устанавливают тип соединения деталей и допустимую неточность их изготовления.
Для удобства на чертежах указывают номинальный размер детали, а каждый из двух предельных размеров определяют по его отклонению от этого размера. Величину и знак отклонения получают в результате вычитания номинального размера из соответствующего предельного размера.
Разность между наибольшим предельным и номинальным размерами называется верхним отклонением (обозначается es или ES), разность между наименьшим предельным и номинальным — нижним отклонением (обозначается ei или EI). Верхнее отклонение соответствует наибольшему предельному размеру, а нижнее — наименьшему.
Все сопрягаемые (взаимодействующие) в механизме детали подразделяют на две группы – валы и отверстия. Вал обозначает наружный (охватываемый) элемент детали. При этом вал не обязательно должен иметь круглую форму: в понятие «вал» входит, например, шпонка, а шпоночный паз в этом случае называют «отверстием». Основным называют вал, верхнее отклонение которого равно нулю. Размеры вала на схемах и при расчетах обозначаются строчными (маленькими) буквами: d, dmax, dmin, es, ei и т. д.
Отверстие обозначает внутренний (охватывающий) элемент детали. Как и в случае с валом, отверстие не обязательно должно быть круглым – его форма может быть любой. Основным называют отверстие, нижнее отклонение которого равно нулю. Размеры отверстия на схемах и при расчетах обозначаются прописными (заглавными) буквами: D, Dmax, Dmin, ES, EI и т. д.
Допуском (Т) называется разность между наибольшим и наименьшим предельными размерами детали. Т. е. допуск – это интервал между предельными размерами, в пределах которого деталь не считается браком. Допуск на размер вала обозначают Тd, отверстия – TD. Очевидно, что чем больше допуск на размер, тем легче изготовить деталь. Допуск на размер детали может быть определен, как разность между предельными размерами или как сумма предельных отклонений:
TD(d) = D(d)max – D(d)min = ES(es) + EI(ei), при этом следует учитывать знаки предельных отклонений, поскольку допуск на размер детали всегда положителен (не может быть меньше нуля).
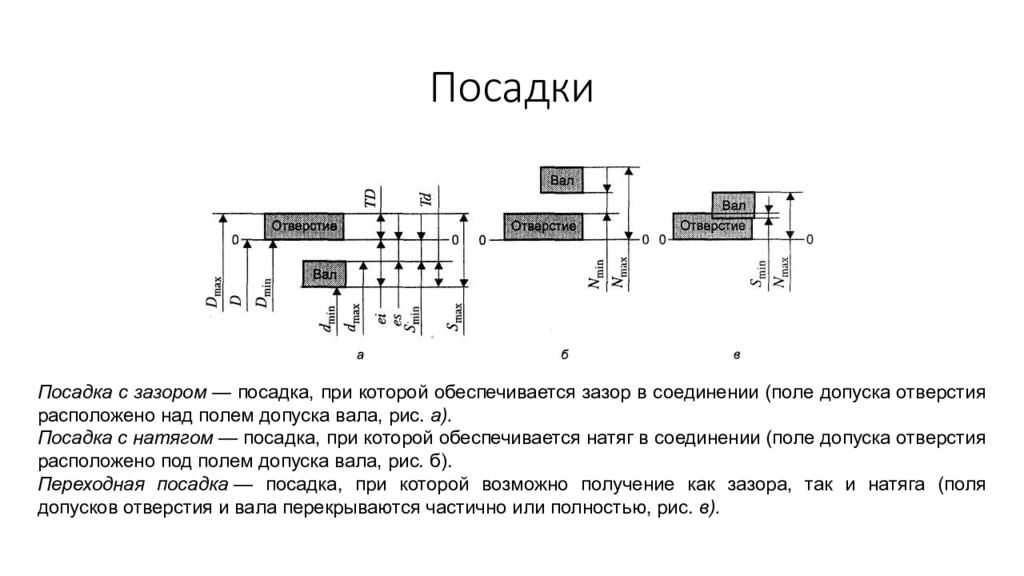
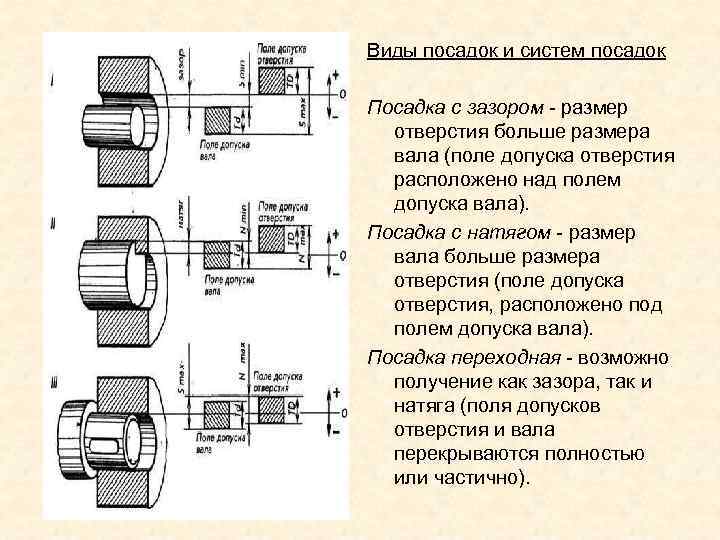
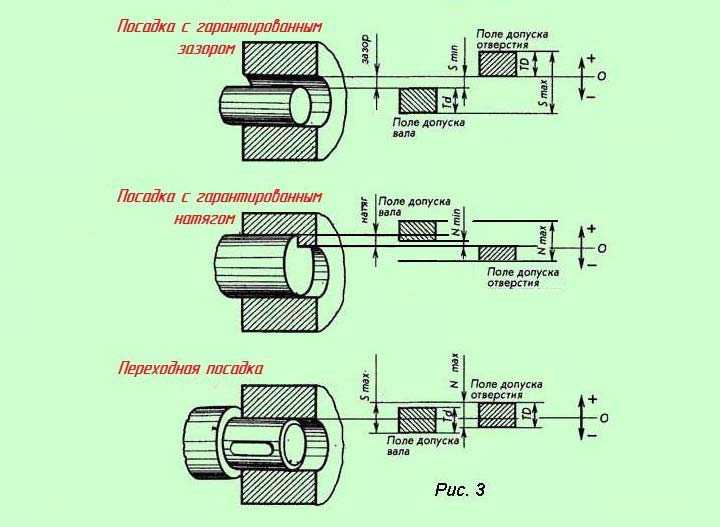
Посадки и классы точности
Посадки принято разделять на неподвижные (горячая, прессовая, легкопрессовая, глухая, тугая, плотная, напряженная) и подвижные (скользящая, ходовая, движения, легкоходовая, широкоходовая). В машино- и приборостроении существуют определенные правила, которые регламентируют допуски и посадки. ГОСТ предусматривает определенные классы точности при изготовлении узлов с использованием заданных отклонений в размерах. Из практики известно, что детали дорожных и сельскохозяйственных машин без вреда для их функционирования могут быть изготовлены с меньшей точностью, чем для токарных станков, измерительных приборов, автомобилей. В связи с этим допуски и посадки в машиностроении имеют десять различных классов точности. Самые точные из них — это первые пять: 1, 2, 2а, 3, 3а; следующие два относятся к средней точности: 4 и 5; а три последних к грубым: 7, 8 и 9.
Для того чтобы узнать, по какому классу точности следует изготовить деталь, на чертеже рядом с литерой, означающей посадку, ставят цифру, указывающую этот параметр. Например, маркировка С4 означает, что тип скользящий, класс 4-й; Х3 — тип ходовый, класс 3-й. Для всех посадок второго класса цифровое обозначение не ставится, так как он наиболее распространен. Получить подробную информацию о данном параметре можно из двухтомного справочника «Допуски и посадки» (Мягков В. Д., 1982 год издания).
1 Задачи к темам 1 и 2
1.1 Определить значение допуска, наибольший и наименьший предельные размеры по заданным номинальным размерам и предельным отклонениям:
Наименьший предельный размер: 31,66 мм
Наибольший предельный размер: 32,34 мм
1.2 Определить верхнее и нижнее предельные отклонения вала по заданным номинальным и предельным размерам:
Верхнее предельное отклонение вала:
Нижнее предельное отклонение вала:
1.3 Изобразить графически поля допусков валов по заданным номинальным размерам и предельным отклонениям:
1.4 Изобразить графически поля допусков отверстий по заданным номинальным размерам и предельным отклонениям:
1.5 Определить годность валов по результатам их измерения:
Номинальный размер и предельные отклонения, мм
Наименьший предельный размер: 314 мм
Наибольший предельный размер: 314,66 мм
1.6 Определить годность отверстий по результатам измерений, установить вид брака (неисправимый или исправимый):
Номинальный размер и предельные отклонения, мм
Наименьший предельный размер: 159,986 мм
Наибольший предельный размер: 160,014 мм
Брак, т.к. не выполняется условие

- АлтГТУ 419
- АлтГУ 113
- АмПГУ 296
- АГТУ 267
- БИТТУ 794
- БГТУ «Военмех» 1191
- БГМУ 172
- БГТУ 603
- БГУ 155
- БГУИР 391
- БелГУТ 4908
- БГЭУ 963
- БНТУ 1070
- БТЭУ ПК 689
- БрГУ 179
- ВНТУ 120
- ВГУЭС 426
- ВлГУ 645
- ВМедА 611
- ВолгГТУ 235
- ВНУ им. Даля 166
- ВЗФЭИ 245
- ВятГСХА 101
- ВятГГУ 139
- ВятГУ 559
- ГГДСК 171
- ГомГМК 501
- ГГМУ 1966
- ГГТУ им. Сухого 4467
- ГГУ им. Скорины 1590
- ГМА им. Макарова 299
- ДГПУ 159
- ДальГАУ 279
- ДВГГУ 134
- ДВГМУ 408
- ДВГТУ 936
- ДВГУПС 305
- ДВФУ 949
- ДонГТУ 498
- ДИТМ МНТУ 109
- ИвГМА 488
- ИГХТУ 131
- ИжГТУ 145
- КемГППК 171
- КемГУ 508
- КГМТУ 270
- КировАТ 147
- КГКСЭП 407
- КГТА им. Дегтярева 174
- КнАГТУ 2910
- КрасГАУ 345
- КрасГМУ 629
- КГПУ им. Астафьева 133
- КГТУ (СФУ) 567
- КГТЭИ (СФУ) 112
- КПК №2 177
- КубГТУ 138
- КубГУ 109
- КузГПА 182
- КузГТУ 789
- МГТУ им. Носова 369
- МГЭУ им. Сахарова 232
- МГЭК 249
- МГПУ 165
- МАИ 144
- МАДИ 151
- МГИУ 1179
- МГОУ 121
- МГСУ 331
- МГУ 273
- МГУКИ 101
- МГУПИ 225
- МГУПС (МИИТ) 637
- МГУТУ 122
- МТУСИ 179
- ХАИ 656
- ТПУ 455
- НИУ МЭИ 640
- НМСУ «Горный» 1701
- ХПИ 1534
- НТУУ «КПИ» 213
- НУК им. Макарова 543
- НВ 1001
- НГАВТ 362
- НГАУ 411
- НГАСУ 817
- НГМУ 665
- НГПУ 214
- НГТУ 4610
- НГУ 1993
- НГУЭУ 499
- НИИ 201
- ОмГТУ 302
- ОмГУПС 230
- СПбПК №4 115
- ПГУПС 2489
- ПГПУ им. Короленко 296
- ПНТУ им. Кондратюка 120
- РАНХиГС 190
- РОАТ МИИТ 608
- РТА 245
- РГГМУ 117
- РГПУ им. Герцена 123
- РГППУ 142
- РГСУ 162
- «МАТИ» — РГТУ 121
- РГУНиГ 260
- РЭУ им. Плеханова 123
- РГАТУ им. Соловьёва 219
- РязГМУ 125
- РГРТУ 666
- СамГТУ 131
- СПбГАСУ 315
- ИНЖЭКОН 328
- СПбГИПСР 136
- СПбГЛТУ им. Кирова 227
- СПбГМТУ 143
- СПбГПМУ 146
- СПбГПУ 1599
- СПбГТИ (ТУ) 293
- СПбГТУРП 236
- СПбГУ 578
- ГУАП 524
- СПбГУНиПТ 291
- СПбГУПТД 438
- СПбГУСЭ 226
- СПбГУТ 194
- СПГУТД 151
- СПбГУЭФ 145
- СПбГЭТУ «ЛЭТИ» 379
- ПИМаш 247
- НИУ ИТМО 531
- СГТУ им. Гагарина 114
- СахГУ 278
- СЗТУ 484
- СибАГС 249
- СибГАУ 462
- СибГИУ 1654
- СибГТУ 946
- СГУПС 1473
- СибГУТИ 2083
- СибУПК 377
- СФУ 2424
- СНАУ 567
- СумГУ 768
- ТРТУ 149
- ТОГУ 551
- ТГЭУ 325
- ТГУ (Томск) 276
- ТГПУ 181
- ТулГУ 553
- УкрГАЖТ 234
- УлГТУ 536
- УИПКПРО 123
- УрГПУ 195
- УГТУ-УПИ 758
- УГНТУ 570
- УГТУ 134
- ХГАЭП 138
- ХГАФК 110
- ХНАГХ 407
- ХНУВД 512
- ХНУ им. Каразина 305
- ХНУРЭ 325
- ХНЭУ 495
- ЦПУ 157
- ЧитГУ 220
- ЮУрГУ 309
Полный список ВУЗов
Чтобы распечатать файл, скачайте его (в формате Word).
Источник
Условие годности размера
Числовое значение размера любого элемента заготовки, детали, узла, изделия определяют путем расчета, например, на прочность или жесткость или же исходя из каких-то конструктивных, технологических, экономических, эргономических, эстетических и других соображений. Предварительно определенное значение размера, как правило, округляют до ближайшего стандартного значения, которое называют нормальнымразмером. При расчете, например, на прочность, размер округляют до ближайшего большего нормально размера. ГОСТ 6636-69 устанавливает четыре основных ряда нормальных линейных размеров (есть еще дополнительные и произвольные ряды). Действие этого стандарта не распространяется на технологические межоперационные размеры, на размеры, установленные специальными стандартами на конкретные изделия, на размеры, зависящие от других принятых величин (например, диаметр малого основного конуса зависит от диаметра большого основного конуса). В исключительных случаях, по разрешению службы стандартизации, допускается применение нестандартных размеров.
По ГОСТу 6636-69: каждый ряд чисел представляет собой геометрическую прогрессию со знаменателем ,где R равно 5; 10; 20; 40; 80 и 160.
| Обозначение ряда | Приблизительный знаменатель прогрессии | Приближенные значения предпочтительных чисел |
| R5 | 1,0 – 1,6 – 2,5 – 4,0 – 6,3 – 10 – 16 -… | |
| R10 | 1,0 – 1,25 – 1,6 – 2,5 – 3,2 – 4,0 –5,0 -… | |
| R20 | … | |
| R40 | … |
При выборе значения нормального размера, размеры первого ряда (с более крупной градацией R5) следует предпочитать размерам второго ряда (с менее крупной градацией).
При выборе нормального размера, размеры первого ряда (с более грубой градацией, например 10; 16; 25…) следует предпочитать размерам второго ряда (с менее крупной градацией, например 10; 12; 16; 20; 25 …), размеры второго ряда – размерам третьего и т.д. Ряды нормальных линейных размеров установлены в целях сокращения количества типоразмеров применяемых заготовок, деталей, изделий, нерегулируемых элементов оснастки (разверток, элементов штампов и др.).
Нормальные размеры, как правило, указывают в чертежах и другой документации в качестве номинальных размеров.
Номинальный размер, или номинал (разные источники применяют разные обозначения: АНОМ, DH, dH ) – это основной размер, относительно которого определяются отклонения.
Числовые значения номинального размера может представлять собой целое или дробное число. Правильная запись:10 мм, 10,1 мм. Неправильная запись: 10,0 мм, 10,10мм (нули в конце дробной части не пишут, так как номиналом не определяется порядок точности).
Так как при изготовлении и измерениях деталей происходит рассеяние числовых значений размеров, то каждый размер, который нужно получить, необходимо задавать двумя предельно допустимыми значениями, между которыми находились бы размеры годной детали (АГ). Размер годной детали, имеющий большее предельно допустимое значение, называют наибольшим предельным размером (Анб, Dmax, dmax), а имеющим меньшее значение — наименьшимпредельным размером (Анм, Dmin, dmin). Таким образом, предельные размеры устанавливают допустимые колебания задаваемого размера.
Условие годности размера:
Например, заданы , а , то деталь будет годной при размерах не более 10,1 мм и не менее 9,9 мм.
Числовые значения предельных размеров записывают с необходимым количеством цифр после запятой, в том числе с нулями в конце, так как количество цифр после запятой определяет порядок точности. Например, могут быть , и т.д.
Если — внутренний размер детали (например, диаметр отверстия), то при , будет иметь место брак «плюс» (в этом случае говорят, что отверстие «провалено»; как правило, этот брак неисправимый), при будет иметь место брак «минус» (как правило, брак исправимый). Если наружный размер детали (например, диаметр вала), то при будет иметь место брак «плюс» (в этом случае говорят, что вал полнее, чем нужно; как правило, этот брак исправимый), при будет иметь место брак «минус» (вал провален, как правило, это брак неисправимый).
Наибольший и наименьший предельные размеры (любой из них) могут быть меньше номинального размера, один из них может быть равен номинальному размеру (но никогда оба не могут быть равны номинальному размеру). Например, при предельные размеры могут иметь значения ; ; ; ; ; .
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
Нанесение обозначений допусков
Все обозначения допусков и посадок стандартизированы и приведены в государственных стандартах. Графические обозначения подчиняются общим правилам и располагаются на отдельных элементах чертежей. К таким элементам относятся четыре вида линий:
- выносные;
- их полки;
- размерные (этот способ используется в случае нехватки свободного пространства).
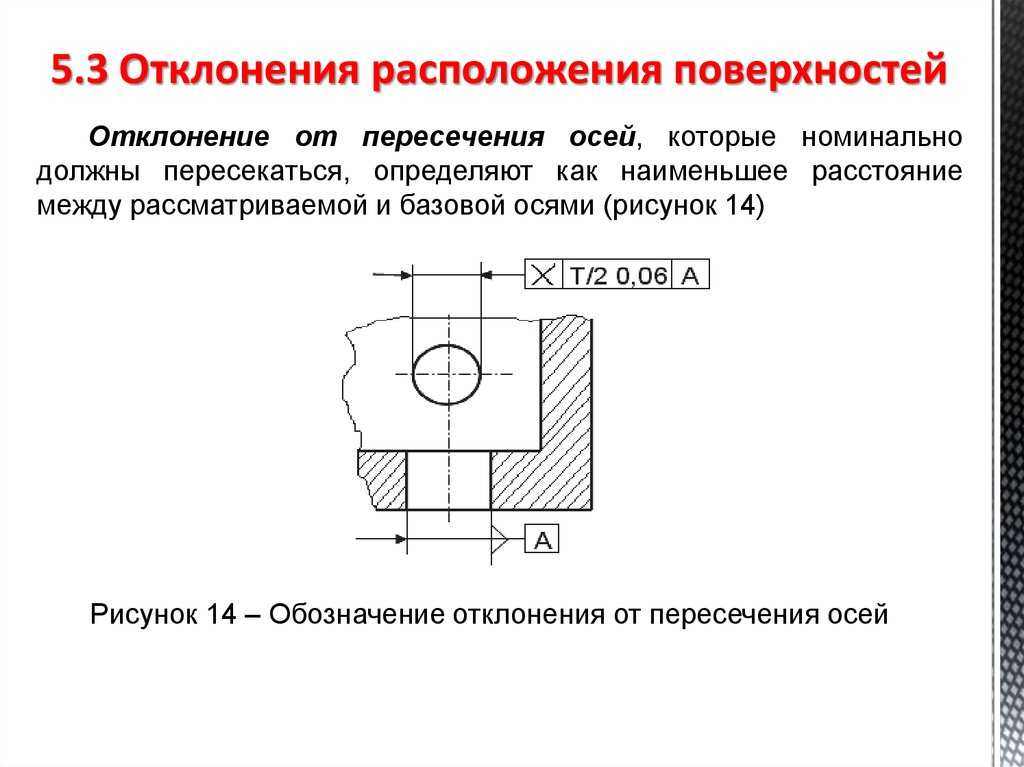
Условные обозначения допусков формы и расположения приведены в ГОСТ 2.308-2011. Стандарт систематизирует перечень обозначений применяемых для задания отклонений формы и расположения. В нём приведены разрешённые обозначения, разработанные для изделий самой сложной формы. Этими символами обозначают характер отклонений.
Обозначение размера производиться размещением соответствующего текста в отведённых местах. Вместе с текстом (обычно это заглавные буквы, аббревиатура с добавлением цифр) используют специальные знаки. Текстовое описание используют, когда необходимо более подробное пояснение требований, предъявляемых к качеству обработки данной поверхности. В это обозначение входит наименование, характеризующее предусмотренное отклонение. Значение параметров приводится в миллиметрах. Для оценки параллельности смежных поверхностей указывают так называемые базы. В качестве баз выбирают:
- общие оси (их располагают в горизонтальном или вертикальном направлении);
- оси симметрии всей конструкции;
- различные элементы, способствующие определить условия параллельности.
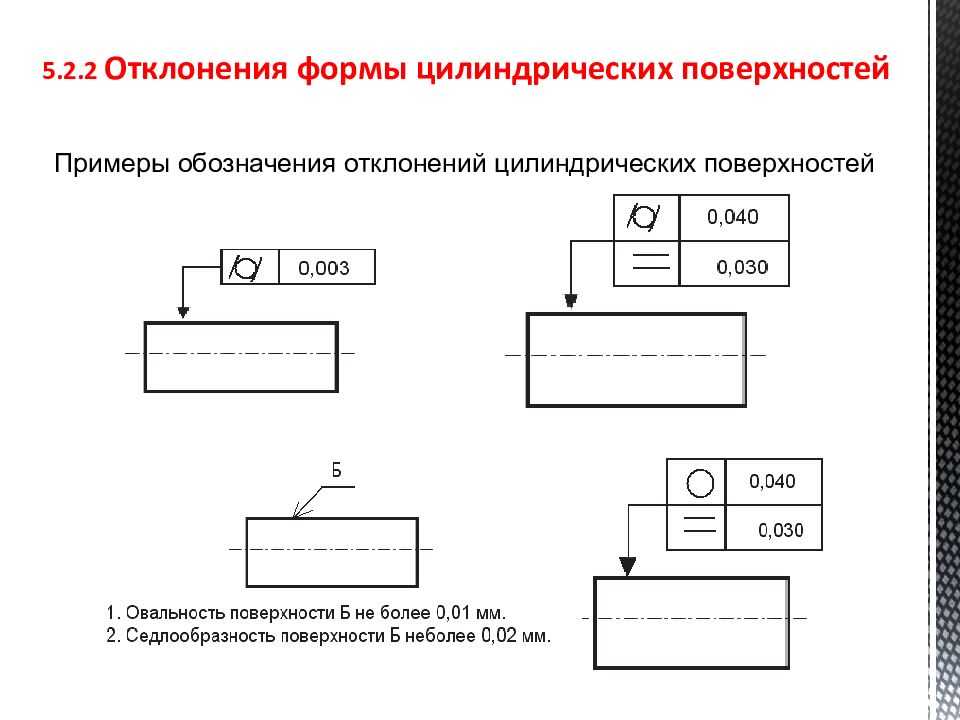
Все элементы имеют свои обозначения. Для выделения параметров их размещают в рамках. Каждая из них делиться на несколько прямоугольников. В первом располагают символ, обозначающий вид параметра. Во втором, числом обозначают его величину, в третьем тип базовой поверхности.
В отдельных случаях, когда стандартом не предусмотрен необходимый символ разрешается применять текстовое пояснение. Обозначенная информация должна полностью описывать характер и величину отклонения. В случае повторения одинаковых параметров стандарт допускает в обозначении указывать символ один раз в соответствующей рамке. От неё проводится соответствующая соединительная линия к каждому элементу детали, где необходимо применить этот допуск.
Понятие о взаимозаменяемости деталей
На современных заводах тракторы, автомобили, станки и другие машины производятся не единицами и не десятками, а сотнями и даже тысячами
При таких объемах производства весьма важно, чтобы каждая изготавливаемая деталь или узел при сборке точно подходили к своему месту без дополнительных слесарных подгонок. Ведь такие операции довольно трудоемки, дорогостоящи и занимают много времени, что при массовом производстве не допустимо
Не менее важным является то, чтобы детали, поступающие на сборку, допускали замену на другие общего с ними назначения, без какого-либо ущерба для функционирования всего готового агрегата. Такая взаимозаменяемость частей, узлов и механизмов называется унификацией. Это весьма важный момент в машиностроении, он позволяет экономить не только затратную часть на проектировку и изготовление деталей, но и время производства, кроме того, упрощается ремонт изделия в результате его эксплуатации. Взаимозаменяемость — это свойство узлов и механизмов занимать свои места в изделиях без предварительного подбора и выполнять свои основные функции в соответствии с