Введение
Уровень развития машиностроения – один из самых значительных факторов технического прогресса, так как коренные преобразования в любой сфере производства возможны лишь в результате создания более совершенных машин и разработки принципиально новых технологий. Развитие и совершенствование технологии производства сегодня тесно связаны с автоматизацией, созданием робототехнических комплексов, широким использованием вычислительной техники, применением оборудования с числовым программным управлением. Все это составляет базу, на которой создаются автоматизированные производства, становятся возможным оптимизация технологических процессов, созданием гибких автоматизированных комплексов.
В условиях современного производство возникает задача снизить сроки и затраты на изготовление продукции. Причем снижение продолжительности и затрат производства должно осуществляться не только на этапе изготовления, но и в значительной мере на этапе проектирования и разработки технической документации. Это можно осуществить с использованием современных САПР. В данном курсовом проекте подготовка технической документации осуществлялась с помощью пакетов программ компании АСКОН – САПР «ВЕРТИКАЛЬ» и «КОМПАС 3D». Использование данного инструмента позволяет современному инженеру сократить этап подготовки производства в несколько раз.
1. Анализ технологичности конструкции детали
Исследуемая деталь — цилиндрическое прямозубое зубчатое колесо. Материалом детали является конструкционная углеродистая сталь 45 ГОСТ 1050-88. Данная сталь применима для вал-шестерен, коленчатых и распределительных валов, шестерен, шпинделей, бандажей, цилиндров, кулачков и других нормализованных, улучшаемых и подвергаемых поверхностной термообработке деталей, от которых требуется повышенная прочность. Химический состав стали, механические, физические и технологические свойства приведены таблицах ниже.
Таблица 1.1. Химический состав стали 45 (в %)
|
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
As |
|
0.42 — 0.5 |
0.17 — 0.37 |
0.5 — 0.8 |
до 0.25 |
до 0.04 |
до 0.035 |
до 0.25 |
до 0.25 |
до 0.08 |
Таблица 1.2. Механические свойства стали 45 при Т=20°С
|
sв |
sT |
d5 |
y |
KCU |
Термообработка |
|
МПа |
МПа |
% |
% |
кДж / м2 |
— |
|
470 |
245 |
15 |
30 |
340 |
Нормализация |
При проектировании детали выдержаны все требования стандартов по ГОСТ 2.403-75.




Требуемая твердость (300…340 НВ) достигается улучшением. Для возможности применения повышенных режимов резания перед механической обработкой применяем термообработку: отпуск.
При серийном производстве целесообразнее применять штамповку в прикладных штампах, что позволяет конфигурация детали.
В качестве конструкторской и технологической баз при обработке зубьев колеса принята цилиндрическая поверхность; в качестве измерительной – ось колеса. Это является нетехнологичным, так как нарушается принцип единства баз.
При изготовлении детали используется в основном стандартная технологическая оснастка. На чертеже детали имеются все виды, сечения и разрезы необходимые для того, чтобы представить конструкцию детали. Заменить деталь сборным узлом или армированной конструкцией представляется нецелесообразным. Все поверхности детали доступны для обработки и измерений. Возможно использование высокопроизводительного оборудования и стандартной технологической оснастки. Условия для врезания и выхода режущего инструмента обеспечены конструкцией детали. Все отверстия детали являются сквозными. Нетехнологичных элементов конструкция детали не имеет, а также не возникает трудностей при выдерживании заданных допусков на размеры и требуемой шероховатости. Величина радиального биения не должна превышать 0,05мм. Принимаются допуски на торцевое биение 0,25мм. Допуск круглости и цилиндричности центрального отверстия составляет 0,01мм. При выдерживании этих требований технологических трудностей не возникает. На центральном отверстии колеса предусмотрены заходные фаски, которые облегчают его монтаж при изготовлении и сборку при применении. Наиболее точной поверхностью детали являются поверхность ø71H7. Обеспечение этой точности требует обработки абразивным инструментом. Точность отверстия соответствует точности зубчатого венца. Данная поверхность является базой, что делает деталь более технологичной. В целом деталь является технологичной.
2. Определение типа производства
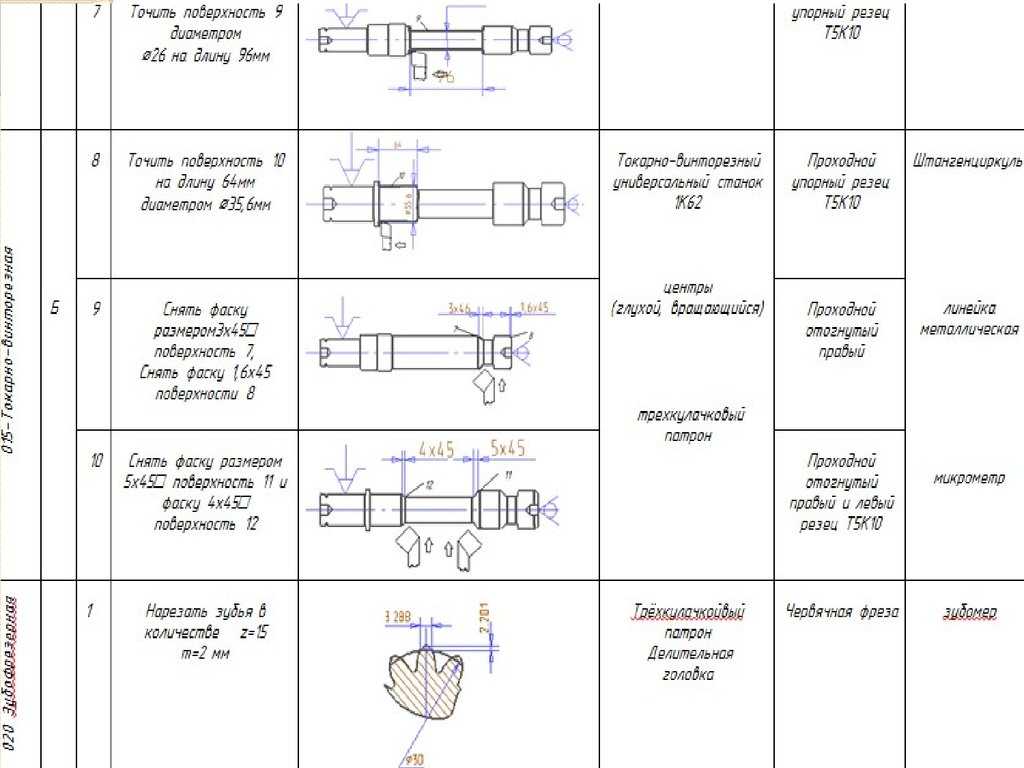
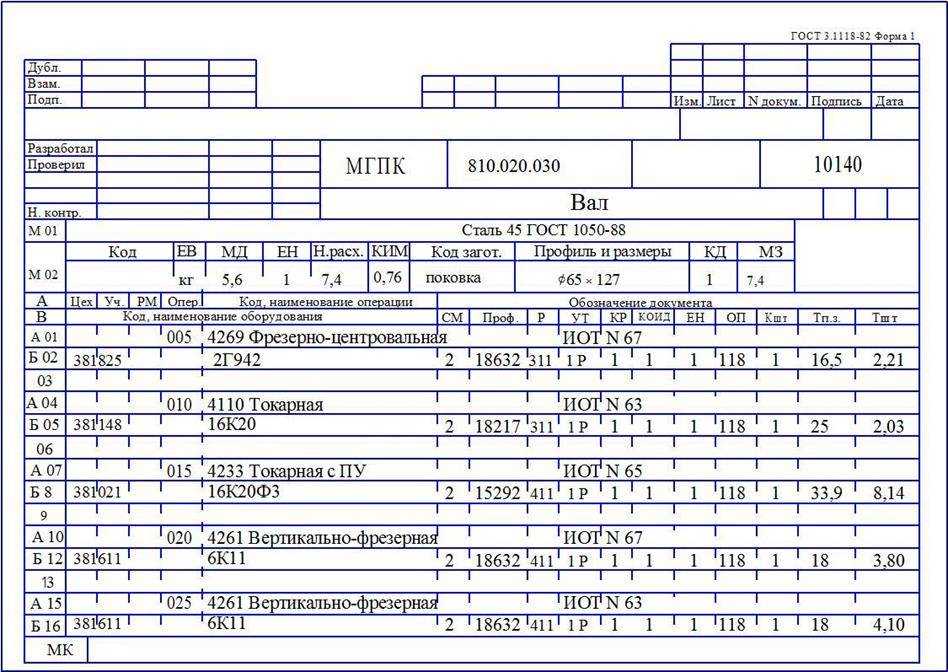
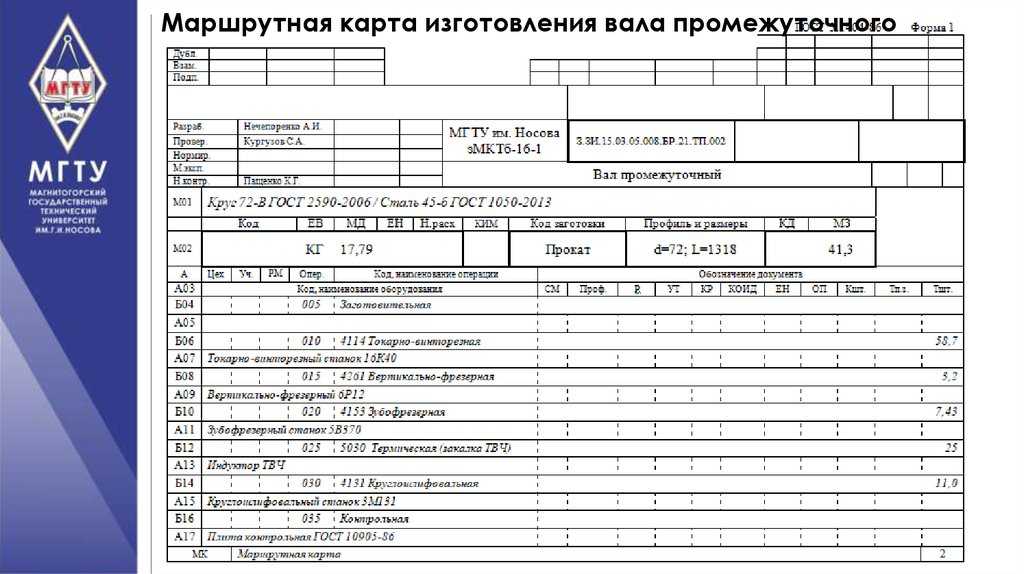
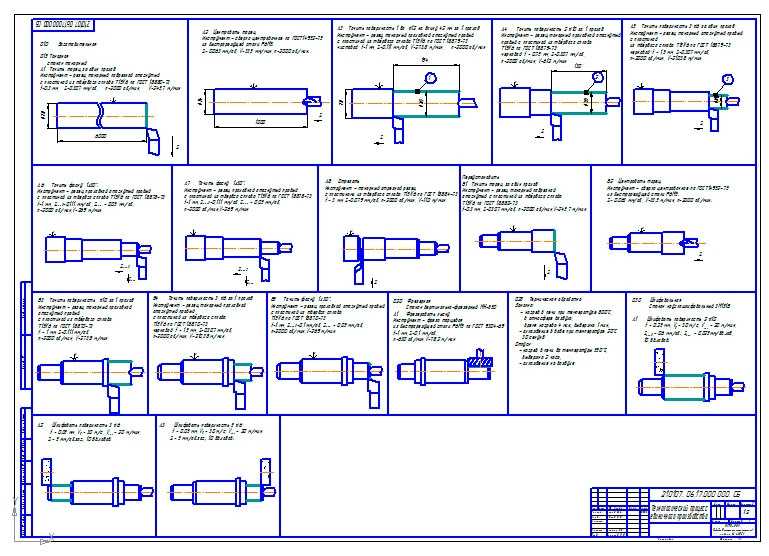
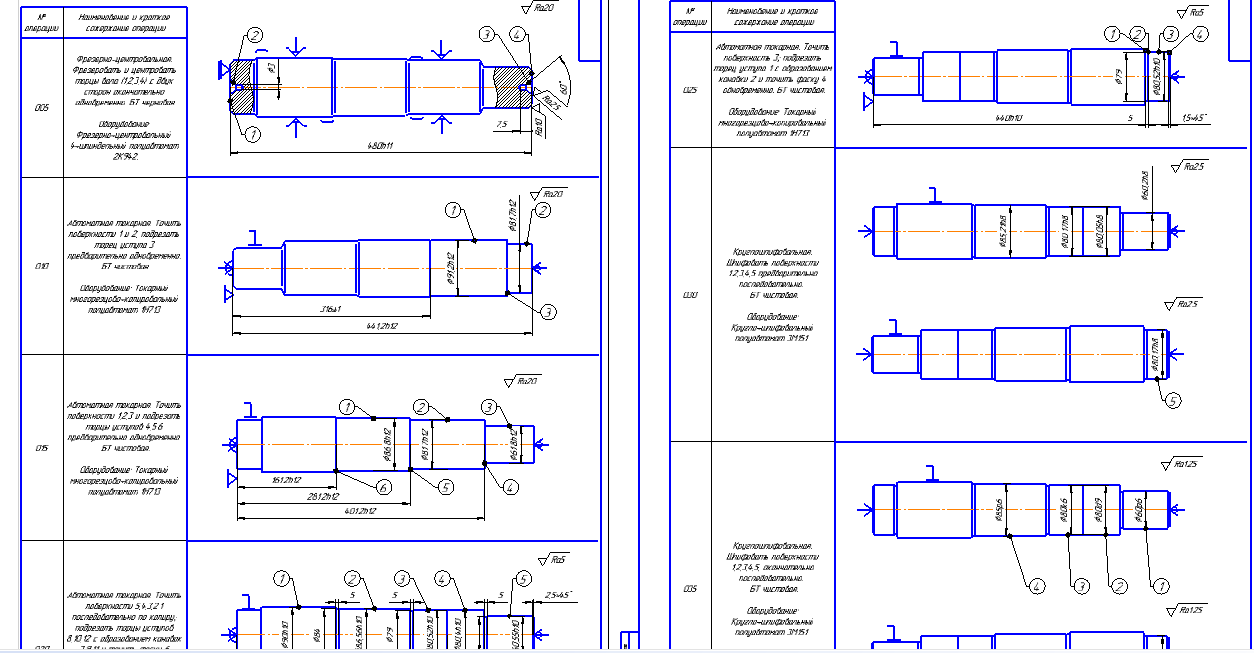
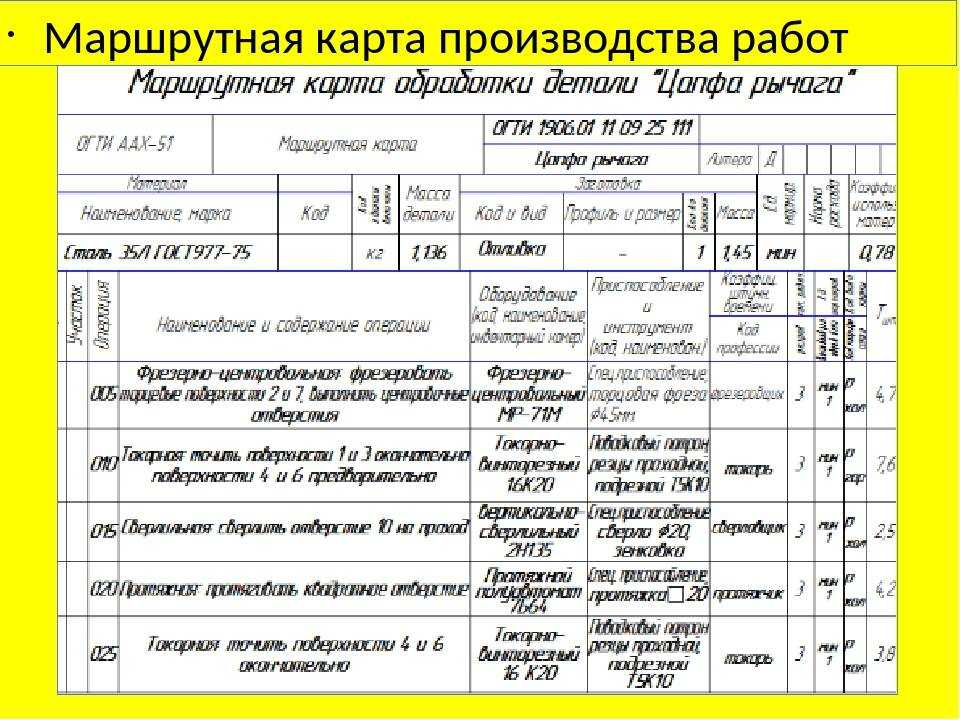
ТИПОВЫЕ МАРШРУТЫ ИЗГОТОВЛЕНИЯ ВАЛОВ
Основными операциями механической обработки при изготовлении валов с типовыми конструктивными элементами являются следующие.
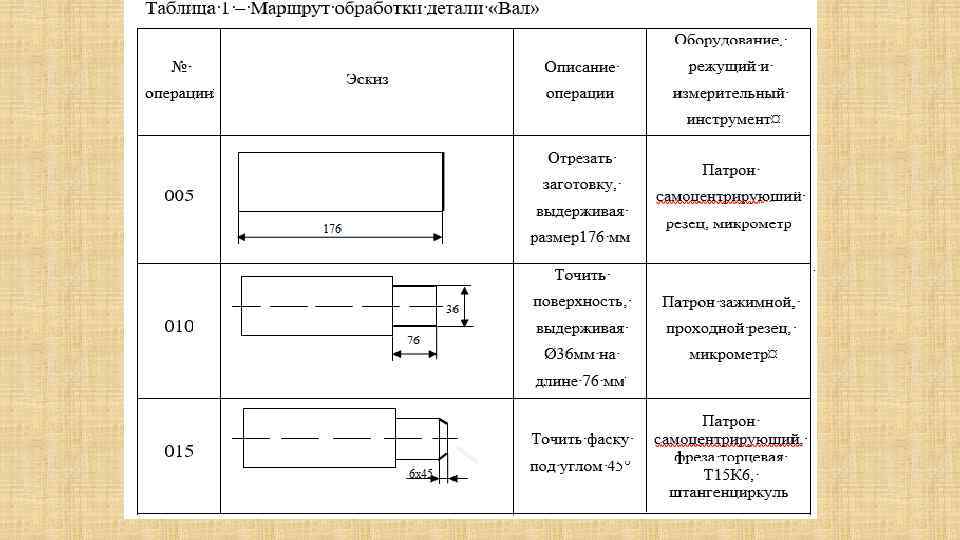
- 005. Заготовительная. Для заготовок из проката — это рубка прутка на прессе или отрезание на отрезном станке. Для штучных заготовок — это отливки, штамповки, поковки.
- 010. Правйльная (применяется для проката). Осуществляется она на прессах или правйльно-калибровочных станках.
- 015. Термическая (улучшение или нормализация).
- 020. Операции по подготовке главных технологических баз. В зависимости от типа производства производятся они на универсальных токарных и фрезерных станках, специальных фрезерных или фрезерно-центровальных полуавтоматах.
Для нежестких валов производится обработка шеек под люнеты.
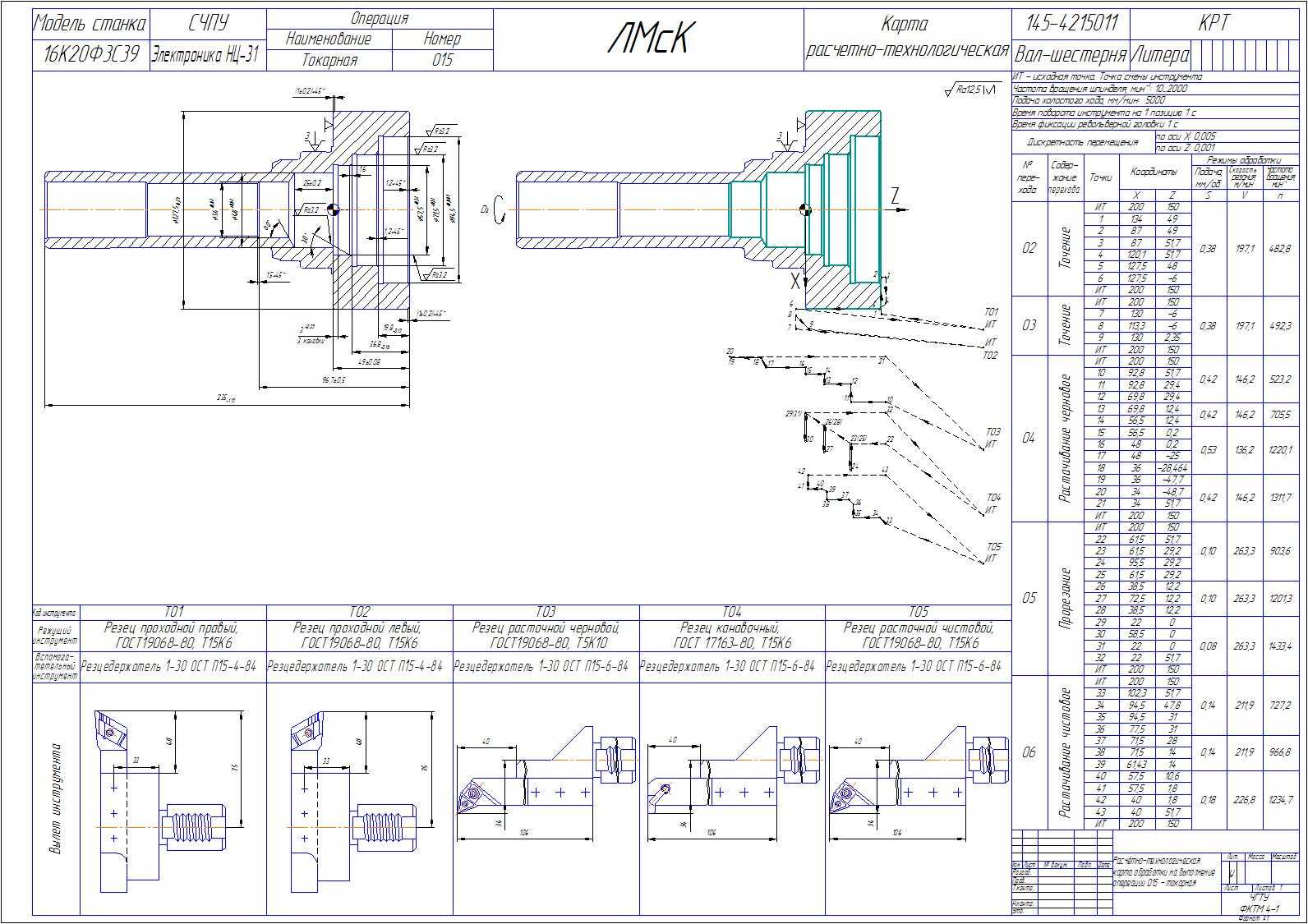
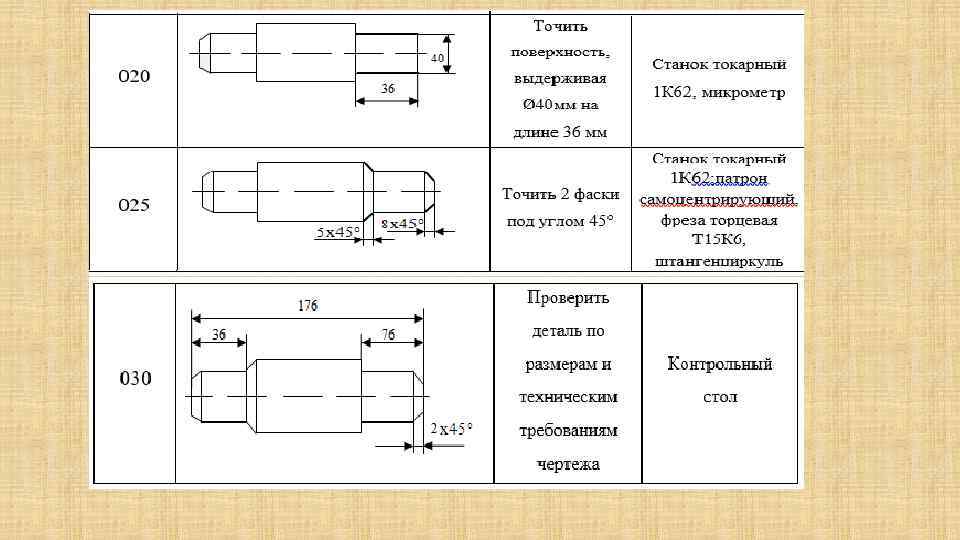
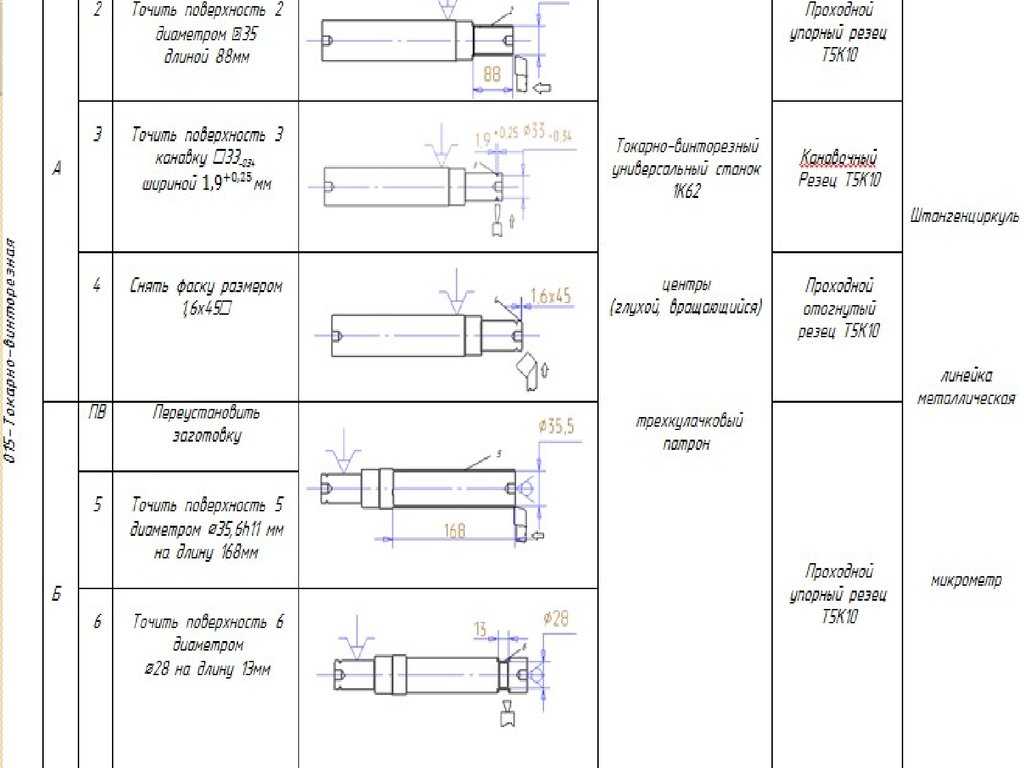
- 025. Токарная черновая. На данной операции производится срезание основного слоя металла для получения необходимой формы детали. Кроме того, предусматривается припуск под чистовое точение и шлифование, а также под вспомогательные операции на детали. Выполнение данной операции позволяет получить точность 1Т12, а шероховатость Ra = 6,3 мкм. В качестве оборудования применяют универсально-токарные станки, токарные с гидросуппортом, токарно-копировальные, многорезцовые станки, вертикальные и горизонтальные многошпиндельные полуавтоматы и автоматы, а также станки с ЧПУ. Выбор оборудования зависит от типа производства.
- 030. Токарная чистовая. Эта операция аналогична приведенной выше. Производится обработка наиболее ответственных элементов валов, и при этом обеспечивается точность 1Т11. 1Т10, а шероховатость R = 3,2 мкм.
- 035. Фрезерная. Осуществляется обработка шпоночных пазов, шлицев, зубьев, всевозможных лысок, смазочных канавок. При этом используют как универсальное, так и специальное оборудование и инструменты.
- 040. Сверлильная. Производится сверление всевозможных отверстий, которые могут иметь оси, параллельные главной оси вала или перпендикулярные ей, а также расположенные под углом.
- 045. Резьбонарезная. На закаливаемых шейках валов резьбу изготовляют до термообработки. Если вал не подвергается закалке, то резьбу нарезают после окончательного шлифования шеек. Мелкие резьбы термообработанных валов получают сразу на резьбошлифовальных станках. При этом используют различные инструменты и оборудование.
- 050. Термическая. Это, как правило, различные виды закалки согласно чертежу детали.
- 055. Шлифовальная. На данной операции шлифуют шейки валов под подшипники и другие сопрягающиеся поверхности, а также шлицы на круглошлифовальных или бесцентрово-шлифовальных станках.
- 060. Моечная. Промывка деталей на моечной машине.
- 065. Контрольная.
- 070. Нанесение различных покрытий.
ПРАВИЛА ПРИМЕНЕНИЯ
2.1. Выбор и установление области применения
соответствующих форм МК зависят от разрабатываемых видов технологических
процессов, специализированных по применяемым методам изготовления и ремонта
изделий и их составных частей, назначения формы в составе комплекта документов
и применяемых методов проектирования документов. Выбор и установление области
применения форм МК осуществляет разработчик документов в соответствии с
порядком, установленным в отрасли или на предприятии (в организации) по табл. 1.
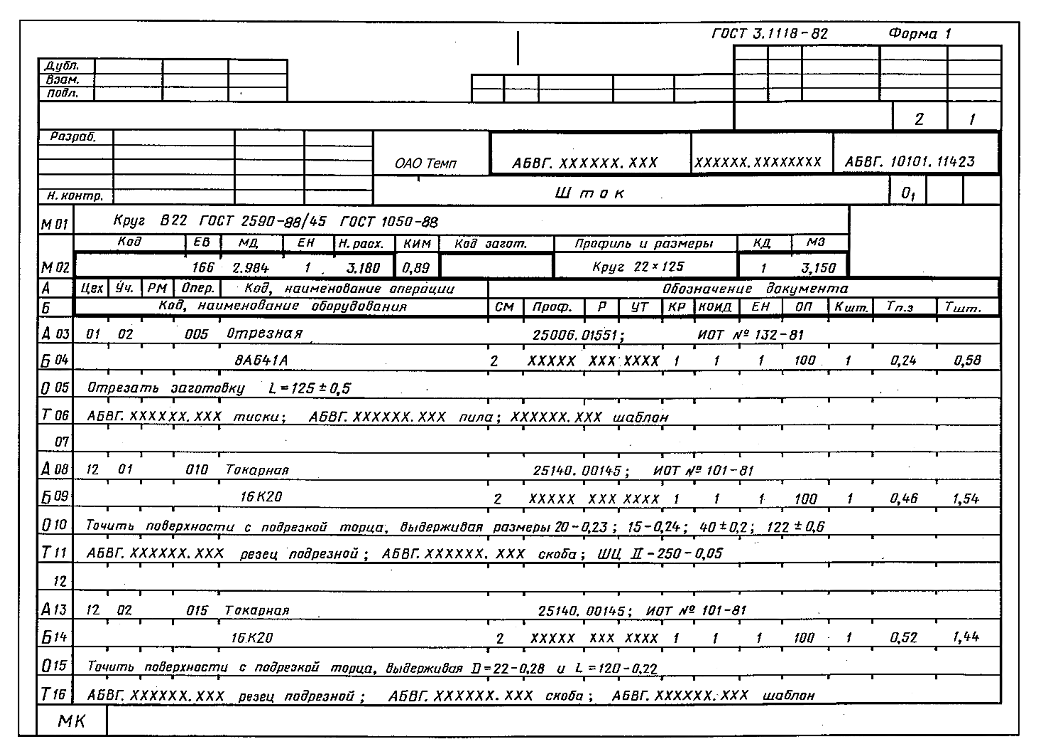
2.2. При маршрутном и маршрутно-операционном описании
технологического процесса МК является одним из основных документов, на котором
описывается весь процесс в технологической последовательности выполнения операций.
2.3. При операционном описании технологического
процесса МК выполняет роль сводного документа, в котором указывается адресная
информация (номер цеха, участка, рабочего места, операции), наименование
операции, перечень документов, применяемых при выполнении операции,
технологическое оборудование и трудозатраты.
Таблица 1
|
Вид |
Номер формы МК |
Назначение формы |
Применяемый метод |
Применение |
|
Единичные |
1 |
Первый или |
Все методы |
При |
|
3 |
То же |
То же |
||
|
5 |
Автоматизированное |
Форма |
||
|
Единичные |
2 |
Все методы |
См. |
|
|
4 |
То же |
То же |
||
|
6 |
Автоматизированное |
См. |
||
|
Типовые и |
2 |
Все методы |
См |
|
|
4 |
То же |
То же |
||
|
6 |
Автоматизированное |
См |
||
|
Единичные |
2 |
Первый или |
Все методы |
В случае |
|
4 |
То же |
То же |
||
|
6 |
Автоматизированное |
|||
|
Единичные, |
1б |
Последующие |
Все методы |
См. |
|
3б |
То же |
То же |
То же |
|
|
5а |
Автоматизированное |
См |
||
|
1а |
Оборотная |
Не |
Рекомендуется |
|
|
3а |
То же |
То же |
Схемы базирования заготовок типа вал
В технологии машиностроения в понятие «валы» принято включать собственно валы, оси, пальцы, штоки, колонны и другие подобные детали машин, образованные наружными поверхностями вращения при значительном преобладании длины над диаметром. Конструктивное разнообразие валов вызывается различным сочетанием цилиндрических, конических, а также зубчатых (шлицевых), резьбовых поверхностей. Валы могут иметь шпоночные пазы, лыски, осевые и радиальные отверстия.

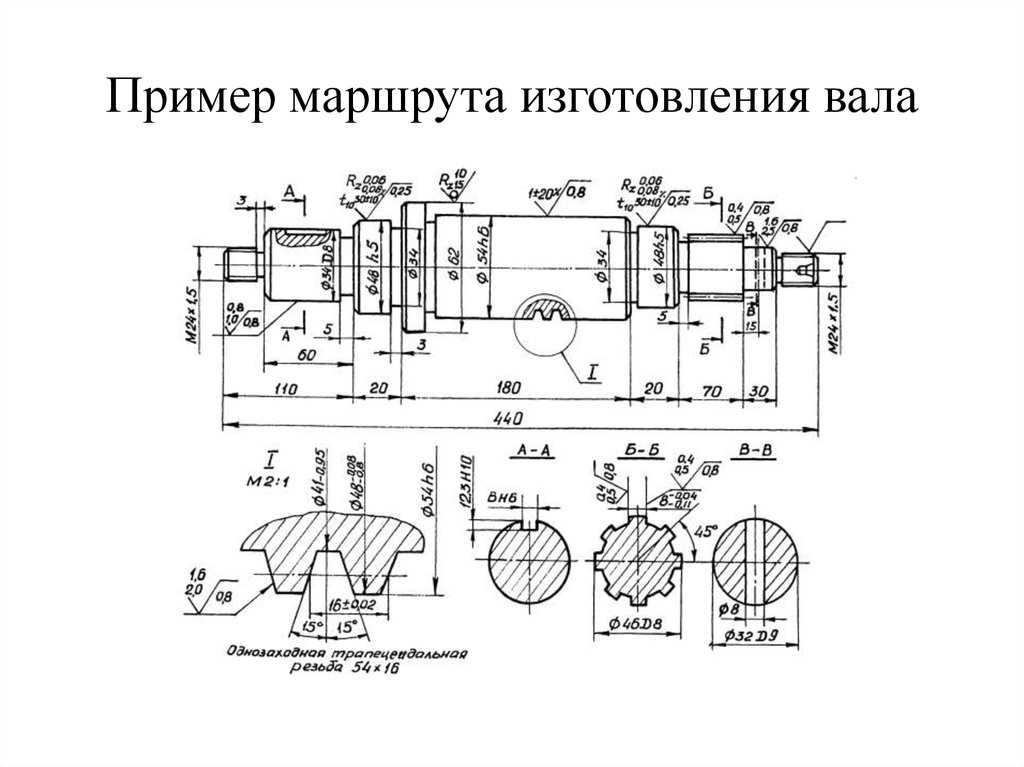

Первые технологические переходы при изготовлении ступенчатых валов – подготовка технологических баз, т.е. подрезка торцов и их зацентровка. В зависимости от масштаба выпуска валов эти переходы можно выполнять с применением различного оборудования.
При обработке заготовок нежестких валов необходимо дополнительно проточить или шлифовать шейки под люнет.
Торцы заготовок имеют дефекты, обусловленные способом получения заготовок (штамповочные уклоны, сколы, неперпендикулярность и т.п.). Поэтому первой операцией обычно является обработка торцов с целью устранения дефектов и получения общей длины вала в пределах, заданных чертежом. Исключение составляют заготовки, полученные на отрезных автоматах или токарно-отрезных станках, обеспечивающих точность по длине в пределах 0,5 мм.
Торцы, имеющие припуск, можно обрабатывать на токарных и фрезерных станках, фрезерно-центровальных, протяжно-центровальных полуавтоматах. При обработке на фрезерно-центровальном полуавтомате МР-76М барабанного типа (рис. ![]() вначале устанавливают заготовку (позиция 1); затем выполняют фрезерование торцов (позиция II) и центрование отверстий (позиция III). На каждой позиции инструменты имеют индивидуальные подачи. После окончания обработки барабан с приспособлениями поворачивается на угол 120 ° для смены позиций.
вначале устанавливают заготовку (позиция 1); затем выполняют фрезерование торцов (позиция II) и центрование отверстий (позиция III). На каждой позиции инструменты имеют индивидуальные подачи. После окончания обработки барабан с приспособлениями поворачивается на угол 120 ° для смены позиций.
| Рисунок 8 – Схема обработки заготовки на фрезерно-центровальном полуавтомате МР-76М |
Основными базами подавляющего большинства валов являются поверхности его опорных шеек. Однако использовать их в качестве технологических баз для обработки наружных поверхностей, как правило, затруднительно, особенно при условии сохранения единства баз. Поэтому при большинстве операций за технологические базы принимают поверхности центровых отверстий с обоих торцов заготовки, что позволяет обрабатывать почти все наружные поверхности вала на постоянных базах с установкой его в центрах.
При этом может возникать погрешность базирования, влияющая на точность взаимного расположения шеек, равная величине несовпадения оси центровых отверстий и общей оси опорных шеек.
Для исключения погрешности базирования при выдерживании длин ступеней от торца вала необходимо в качестве технологической базы использовать торец заготовки. С этой целью заготовку устанавливают на плавающий передний центр.
Использование центров в качестве установочных элементов (рис. 9) предусматривает применение того или иного поводкового устройства, передающего крутящий момент заготовке. Такими устройствами являются поводковые патроны, хомутики и т.п.
Основные способы установки валов приведены на рис. 10 – 13.
| Рисунок 9 – Установка вала в центрах с поводковым патроном |
| Рисунок 10 – Установка вала в патроне (L/D 4) | Рисунок 13 – Установка вала в центрах с люнетом (7 10) |
Например, черновой базой при фрезеровании торцов валов и их зацентровке обычно служит цилиндрическая поверхность вала, устанавливаемая в двух самоцентрирующих призмах, и торец вала (по откидному упору). Последующая обработка валов осуществляется в центрах (искусственная технологическая база). При обработке ступенчатых валов на настроенных станках (многорезцовых, гидрокопировальных, многопозиционных) для обеспечения точности линейных размеров необходимо предусмотреть при выполнении первой операции достижение требуемой точности глубины зацентровки и ее контроль. В случаях, когда дальнейшая обработка заготовок производится с применением специальных пружинных центров-поводков, обеспечивающих поджим торца вала к соответствующему упорному торцу центра-поводка, это требование не обязательно. При обработке валов в большинстве случаев удается осуществить принцип постоянства базы и все операции выполнить на базе центровых отверстий. В этом случае правильность геометрической формы наружных поверхностей вращения в значительной степени определяется точностью формы и качеством поверхности центровых отверстий.
Источник
Заключение
В курсовом проекте был составлен технологический процесс для обработки детали типа зубчатое колесо с детальной разработкой документации технологии её изготовления с помощью современных САПР «ВЕРТИКАЛЬ» и «КОМПАС 3D». В курсовом проекте проведен анализ базового техпроцесса, определен тип производства, выбран тип заготовки, разработан маршрутно-операционный и операционный техпроцессы. Рассчитаны режимы резания для обработки нескольких поверхностей. Разработаны карты наладок, произведено нормирование технологического процесса и экономическое сравнение вариантов технологического процесса.
В данном курсовом проекте для детали зубчатое колесо были произведены: анализ технологичности, определение типа производства, определение вида заготовки, выбор и анализ выбранного оборудования для осуществления процесса механической обработки изделия. Также были рассчитаны минимальные величины припусков на механическую обработку, произведен размерный анализ устанвочного размера при сверлении, расчет режимов резания, нормирование технологического процесса, экономическое сравнение вариантов технологического процесса. Были сформированы маршрутные карты, операционные карты, карты эскизов и карты наладки на изготовление детали типа зубчатое колесо.
Список литературы
1. Горбацевич А. Ф., Шкред В. А. Курсовое проектирование по технологии машиностроения: . – 4-е изд., перераб. и доп. – Мн.: Выш. школа, 1983. – 256 с., ил.
2. Справочник технолога-машиностроителя. В2-х т. Т.2 / Под ред. А.Г. Косиловой, Р.К. Мещерякова. 4-е изд., перераб. и доп. – М: Машиностроение, 1985. – 496с.
3. Справочник технолога-машиностроителя. В2-х т. Т.1 / Под ред. А.Г. Косиловой, Р.К. Мещерякова. 4-е изд., перераб. и доп. – М: Машиностроение, 1985. – 457с.
4. Справочник инструментальщика /И.А. Ординарцев, Г.В. Филиппов, А.Н. Шевченко и др.: Под общ. ред. И.А. Ординарцева. – Л.: Машиностроение, Ленингр. отд-ние, 1987. – 846с.
5. Общемашиностроительные нормативы вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Серийное производство. М.: Машиностроение, 1974, 422с.
6. Технология машиностроения / Под общ. ред. С.А. Картавова. — Киев: Техника, 1965. –527с.
..
77
78
79 ..