
Как изготовить дома работающий двигатель Стирлинга?
Дмитрий Петраков по многочисленным просьбам отснял пошаговую инструкцию по сборке мощного, относительно своих габаритов и потребляемого количества тепла двигателя Стирлинга. В этой модели задействованы доступные каждому зрителю и распространённые материалы – обзавестись ими способен любой желающий. Все размеры, представленные в этом ролике, автор подбирал на основе многолетнего опыта работы со Стирлингами такой конструкции, и для данного, конкретного экземпляра они являются оптимальными.
В этой модели задействованы доступные каждому зрителю и распространённые материалы, благодаря чему обзавестись ими способен любой желающий. Все размеры, представленные в этом ролике, подбирал на основе многолетнего опыта работы со Стирлингами такой конструкции, и для данного, конкретного экземпляра они являются оптимальными.
C чувством, толком и расстановкой. Мотор Стирлинга в работе с нагрузкой (водяная помпа).
Водяная помпа, собранная в качестве рабочего прототипа, предназначена для работы в паре с моторами Стирлинга. Особенность насоса заключается в небольших затратах энергии, требуемых для совершения им работы: такая конструкция задействует лишь небольшую часть динамического внутреннего рабочего объёма двигателя, и тем самым по минимуму влияет на его производительность.
Причины
Есть несколько наиболее распространенных причин, из-за которых автовладельцу приходится снимать движок со своей машины.
| Причина | Особенности |
| Капитальный ремонт | При серьезных ДТП или в результате износа ключевых элементов двигателя, восстановить его работоспособность без процедуры снятия не удастся. Потому прибегают к демонтажу мотора |
| Замена | Не редко владельцы ВАЗ 2109 задумываются о смене стандартного заводского мотора на более производительный, мощный силовой агрегат. Это серьезный шаг, где демонтаж — один из начальных этапов |
| Доработка | Если нет возможности или желания поменять мотор, некоторые просто дорабатывают имеющийся. Тюнинг может быть достаточно сложным, сопряженным с необходимостью полностью извлечь движок из подкапотного пространства |
Вне зависимости от причин, снимать двигатель нужно аккуратно, соблюдая четкую последовательность ваших действий. Заранее определитесь, будете ли вы демонтировать мотор вместе с КПП или не снимая ее.
Последовательность выполнения процедуры
В условиях СТО шлифовку ГБЦ выполняют механическим методом на автоматизированных машинах при помощи шлифовального круга. Опытный мастер знает, как правильно и качественно провести процедуру и не допустить ошибок. Если же деталь попадет в руки неопытного сотрудника, он может некорректно выполнить процедуру, нарушив стандарты производителя. В таком случае деталь придется менять.
Выполнить обработку самостоятельно реально и делается это при помощи абразивной бумаги либо обычного точильного камня. Алгоритм действий примерно таков:
- Обработайте поверхность головки легкими движениями, не прилагая усилий. Водите бумагу по детали, вырисовывая круг либо восьмерку, но не делайте прямых движений.
- Проконтролируйте глубину снятого слоя, используя стекло. Нанесите на него немного дизтоплива и приложите к поверхности детали. В тех местах, где снят большой слой, образуются круги с ДТ по краям. Если снят недостаточный слой, можно будет увидеть воздушный круг с ДТ по краям.
- Снимите стекло и продолжите шлифовать в местах, которые были выявлены в процессе проверки. Затем снова повторите процедуру со стеклом.
- Правильно обработанная деталь имеет гладкую, зеркальную поверхность. Как только будет достигнут данный результат, узел можно собирать и монтировать.

Важно!
Если в процессе шлифования снять чересчур много, деталь станет непригодной к использованию. Именно поэтому выполнять столь деликатную процедуру своими руками, не имея навыков и квалификации, не стоит.
Грамотно выполненная шлифовка ГБЦ обеспечивает продолжительную службу детали при условии правильной эксплуатации и своевременного обслуживания. После выполнения шлифовки головки служат несколько десятков километров пробега без необходимости повторной обработки. Если же технология шлифования не была соблюдена, вскоре автомобилист столкнется с новыми проблемами в работе силового агрегата.
Вдохновили ролики о самодельных моторах. Решился и сделал такой с нуля
Приветствую тебя, уважаемый читатель.
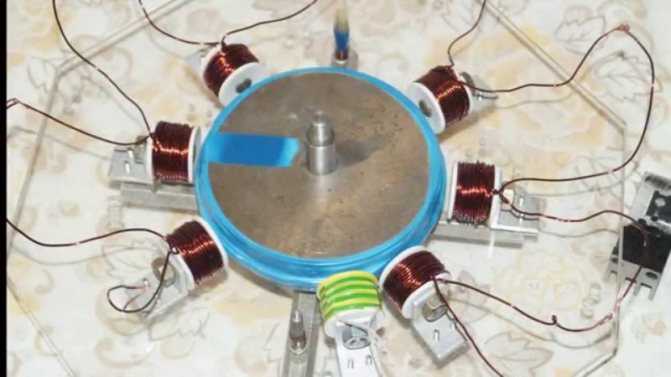
В этой статье я расскажу, как сделал самодельный бесщеточный мотор полностью с нуля в домашних условиях. Кому интересно, усаживайтесь поудобнее и начинаем.
На сборку двигателя своими руками меня подтолкнул не один десяток роликов с зарубежных каналов, там люди собирали электромоторы из того, что было и они хорошо работали и запускались с первого раза.
Вот и мне после просмотра данных роликов захотелось собрать что-то свое, что заработает и это можно будет применить в своих самоделках.
Нашел я у себя трансформатор от микшера, также заказал 50 штук неодимовых магнитов из Китая и контроллер для управления двигателем.
Диаметр тора от моего трансформатора равен 62 мм, по ним я сделал чертеж в компасе для ротора.
Из металлического листа вырезал круг диаметром 62 мм, таких же размеров сделал круг из фанеры, толщиной 3 мм.
Как проверить головку блока цилиндров после шлифовки?
Проверить головку блока цилиндров в принципе и не так уж и сложно.
Очистить ГБЦ от грязи, масла, стружки. Внимательно осмотреть со всех сторон головку на предмет того, чтобы не было раковин и трещин.
В специализированных мастерских плоскость головки блока проверяют специальным шаблоном.
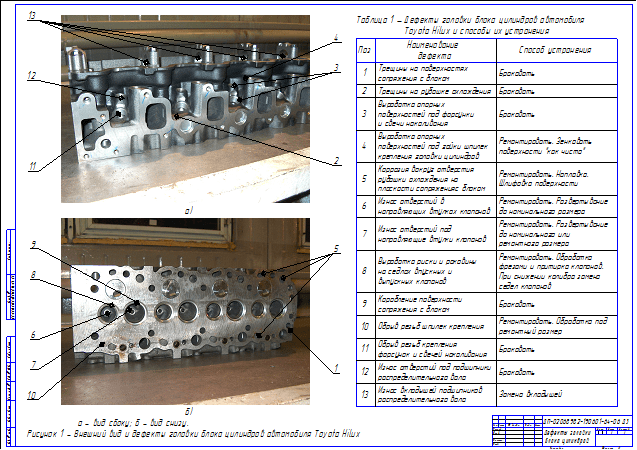
В домашних условиях когда этого шаблона нет, можно проверить плоскостность металлической широкой длинной линейкой. Её надо прикладывать к плоскости головки ребром, на рисунке показано в каких местах делать прикладывания
И проверять зазоры щупом. Зазор проверяется по всему периметру В идеале — зазоров быть не должно. Но если зазор имеется не более 0,01 мм, то это допускается.
Подчеркну и выделю: новая или шлифованная головка блока цилиндров, зазор именно НЕ БОЛЕЕ 0,01 мм.
Потому как при оставленных зазорах в 0,1мм (в некоторых инструкциях по ремонту допущена именно эта опечатка) будет большая вероятность пробития прокладки головки блока. А это снова разбор и ремонт ГБЦ, а то и всего двигателя, вплоть до его замены.
Головку блока цилиндров надо также проверить на герметичность. Это можно сделать например залив керосин в полости охлаждения, заткнув отверстие подачи жидкости. Опрессовку делают ещё и сжатым воздухом примерно в 1,5 — 2 атмосферы, но это конечно нужен компрессор, ванна, то есть — определённые условия.
Когда головка проверена прошлифована, и снова проверена на плоскостность, на герметичность, тогда можно устанавливать клапана, предварительно притерев их, а после сборки, также проверить их на протекание керосином. Если керосин не протекает примерно в течении получаса, то это уже хорошо значит притёрты клапана.
Блок цилиндров ясное дело тоже не забыть почистить от нагара, промыть от грязи, прочистить и продуть все каналы. Помыть картер, приёмную сетку маслонасоса, убедиться в работоспособности самого маслонасоса. Ну и можно приступать к окончательной сборке мотора.
Прокладка ГБЦ обеспечивает герметичность блока и гарантирует одностороннее поступление газо-воздушной смеси внутрь камеры. В рабочем состоянии она также способствует нормальному смешиванию охладительной жидкости, топлива и масла. Пробой прокладки приводит к ряду отрицательных изменений, связанных, как с работой двигателя, так и с функциями других важных механизмов. В данной статье описываются причины и признаки пробитой прокладки ГБЦ, правила диагностики и меры, предпринимаемые при обнаружении пробоя.
Как выглядит пробитая прокладка ГБЦ
Чаще всего прокладку ГБЦ пробивает из-за перегрева во время эксплуатации автомобиля. Под действием высокой температуры крышка может «потерять» рабочее положение. Из-за этого нарушается плотность соприкосновения с крышкой ГБЦ и происходит разгерметизация. Изменение формы вследствие перегрева характерно для алюминиевых крышек. Чугунные крышки такой «болезнью» не страдают, поскольку устойчивы к высокотемпературному воздействию. Они могут разве что треснуть, но и это происходит крайне редко. Изменение геометрии из-за перегрева также случается с железо-асбестовыми прокладками ГБЦ.
Причиной пробоя прокладки также может стать неправильное затягивание болтов. Причём плохо сказывается, как чересчур слабая, так и слишком сильная затяжка. В первом случае из блока просачиваются газы выхлопа (и они же разрушительно действуют на саму прокладку, сокращая срок её службы). Слишком сильно закручивая болты, можно нарушить материал прокладки.
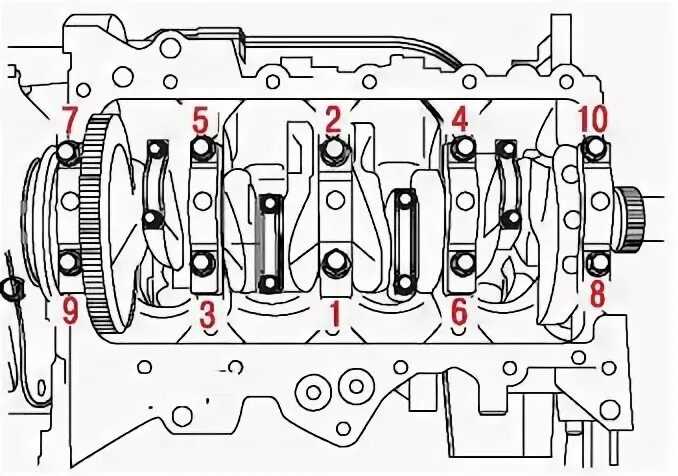
Предельной точности при затягивании позволяет достичь динамометр и соблюдение очерёдности закручивания болтов. Подробную информацию по этим вопросам необходимо искать в руководстве пользователя.
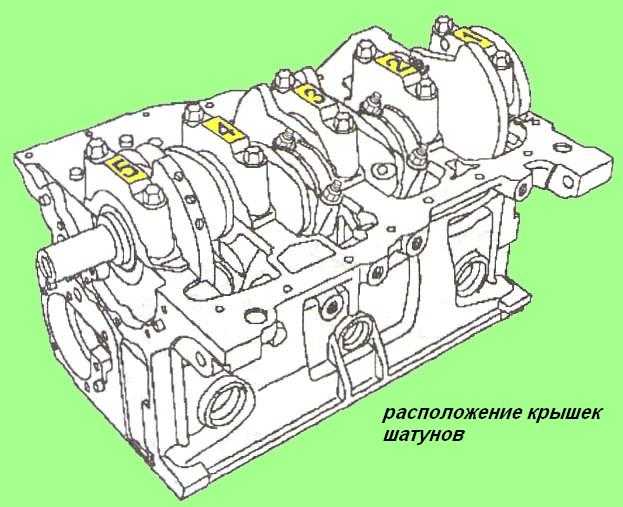
В большинстве автомобилей сперва следует затягивать болты, расположенные в центре, а затем остальные
При этом важно соблюдать поэтапность закручивания. Например, сначала все крепежи прижимаются до 3 кгс, затем (снова от центральных к крайним) – до 6 кгс, следующим кругом – до 9 кгс
Изготовление катушек
Чтобы сделать их, потребуется полоска из картона и тонкой бумаги (см. размеры на чертеже). Вынув болт из основания, наматываем на него толстую полоску в 4-5 слоев, зафиксировав 2 слоями изоленты. Держится полоска достаточно плотно. Аккуратно снимаем ее, чтобы намотать проволоку.
После того, как проволока намотана, достанем пинцетом бумагу изнутри, обрезаем лишние слои, чтобы на болт катушка одевалась легко. Отрезаем у катушки лишнее с учетом того, что сверху и снизу еще будут щечки, необходимые для того, чтобы при эксплуатации электродвигателя не сползала проволока. Таким же образом делаем своими руками вторую катушку и переходит к изготовлению щечек.
Подготовка к сборке мотоцикла
Для начала нужно, безусловно, определиться с тем, какую конфигурацию будет иметь будущий «стальной конь», а также решить вопрос со всеми необходимыми для работы деталями и инструментами. При наличии определенного опыта некоторые элементы можно изготовить и самостоятельно, например, на фрезеровочном и токарном станках или при помощи сварки.
Если в процессе сборки основой выступает старый мотоцикл, то не стоит начинать работу с монтажа мелких деталей, карданов, тормозной тяги и т. п. Лучшим решением будет приступить к шпаклевке и покраске баков и крыльев. Чтобы не возникло проблем с мотором или деталями моста коробки, их нужно на некоторое время поместить в керосин. Смотреться самодельный мотоцикл будет гораздо выразительнее и эффектнее, если картеры его двигателя, крышки, коробки и зажигания будут хорошо отполированы.
Мотор старого аппарата нужно полностью перебрать, а только затем приступать к установке аксессуаров, в состав которых, как правило, входят два основных материала: кожа и хром.
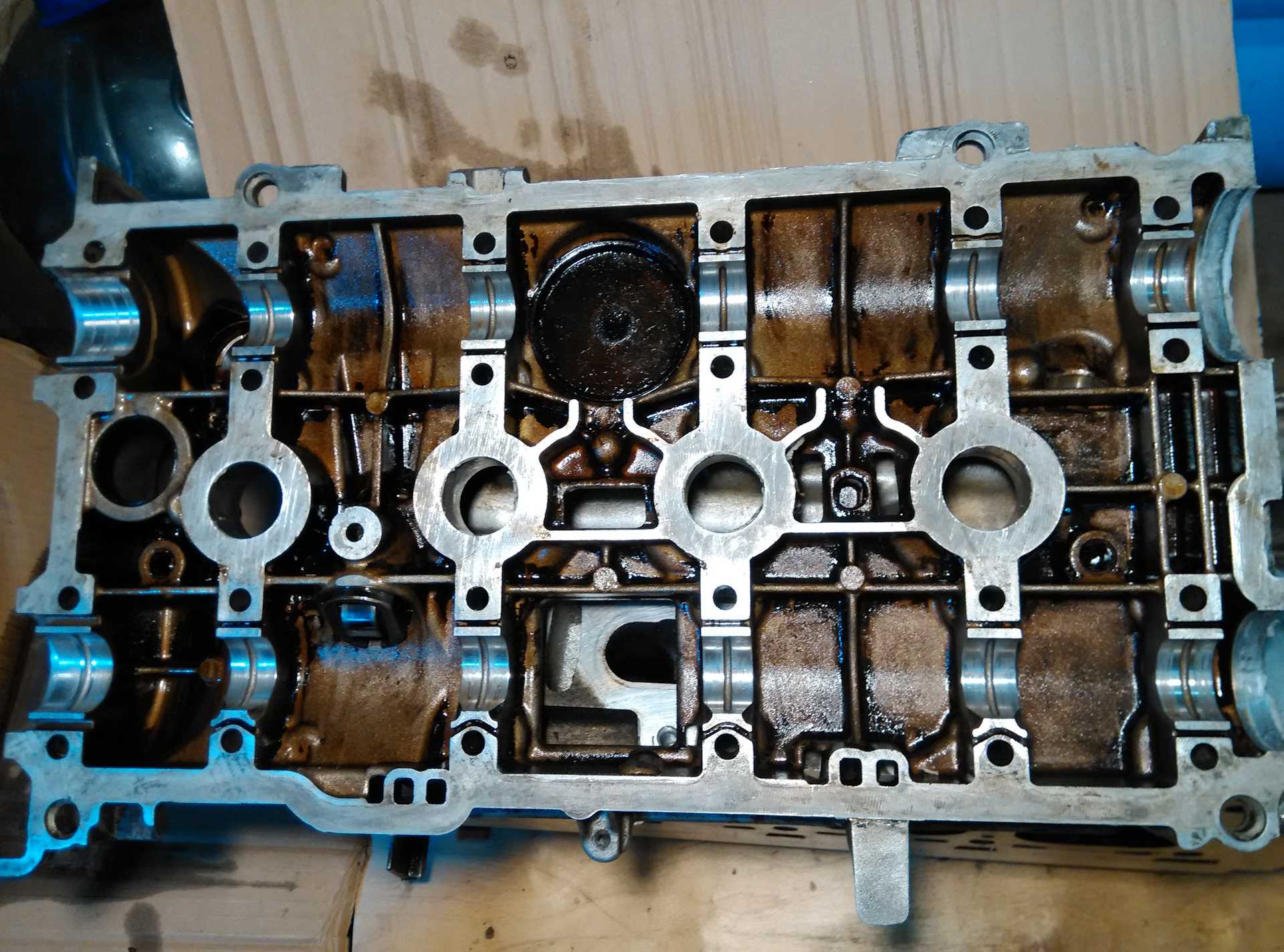
Перед разборкой головки блока цилиндров
Перед разборкой ГБЦ необходимо:
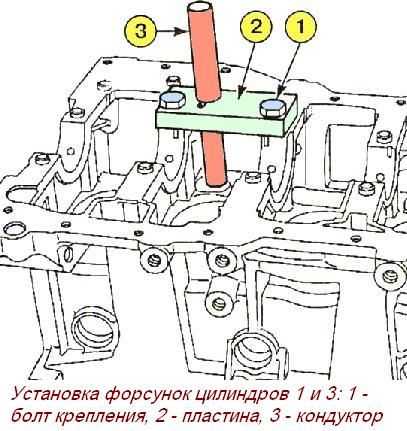
- Снять все держатели, датчики и другое навесное электрооборудование. Если вы имеете дело с ГБЦ дизельного двигателя с электромагнитными форсунками, их также нужно демонтировать (насос-форсунки снимать необязательно).
- Перед снятием головки с блока необходимо обеспечить видимость меток, используемых для настройки газораспределительного механизма. Если это невозможно, следует соответствующим образом пометить детали газораспределительного механизма.
Дальнейшие действия описаны на примере ГБЦ с верхним расположением распределительного вала (OHC):
- Ослабить крепежные болты крышки головки блока в порядке, аналогичном порядку их затяжки при монтаже. Снять ГБЦ.
- Обозначить крышки подшипников (если применяются) распределительного вала для определения их правильной позиции при сборке.
- Снять крышки подшипников распределительного вала, слегка поворачивая их.
- Снять распределительный вал и подшипники.
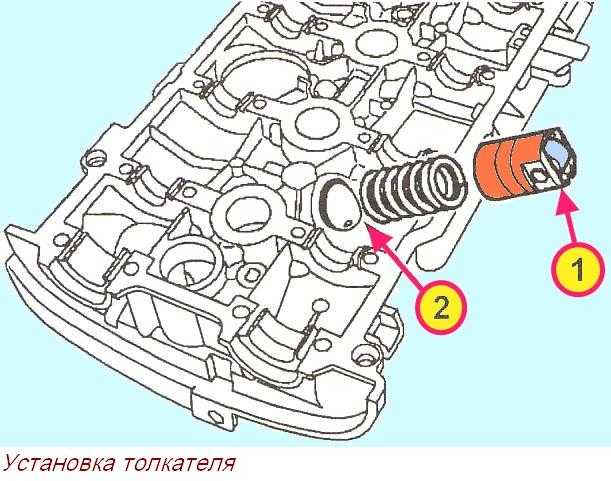
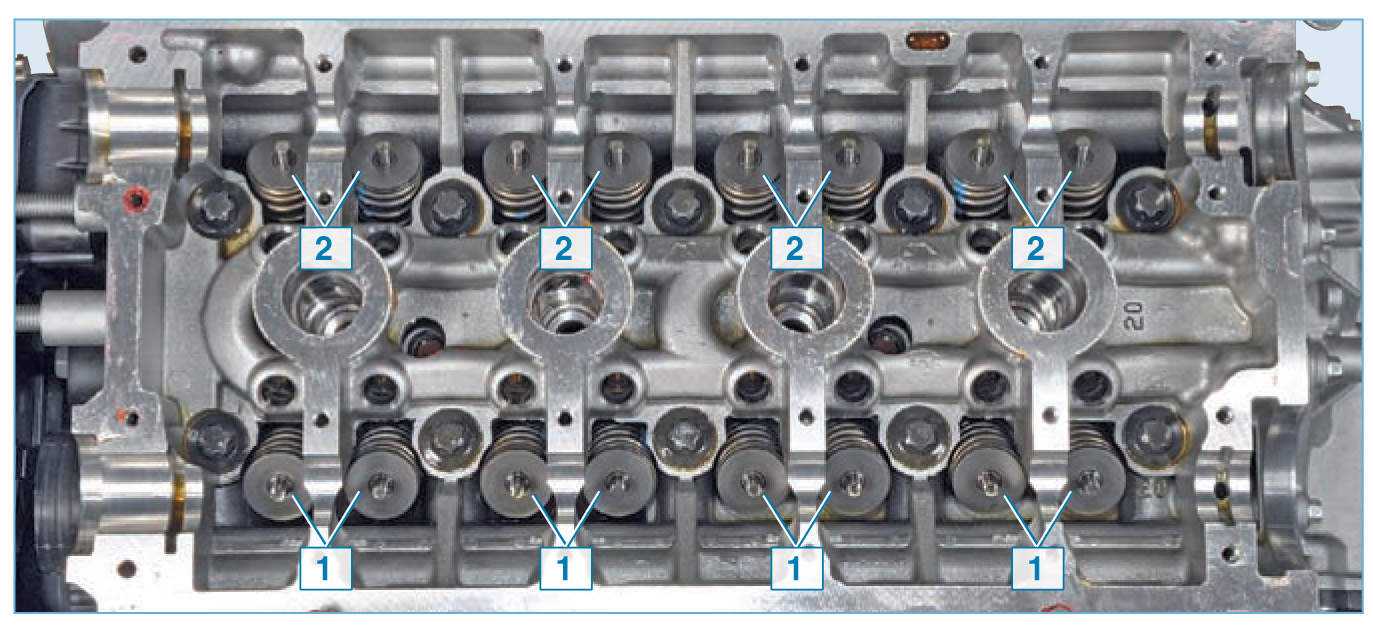
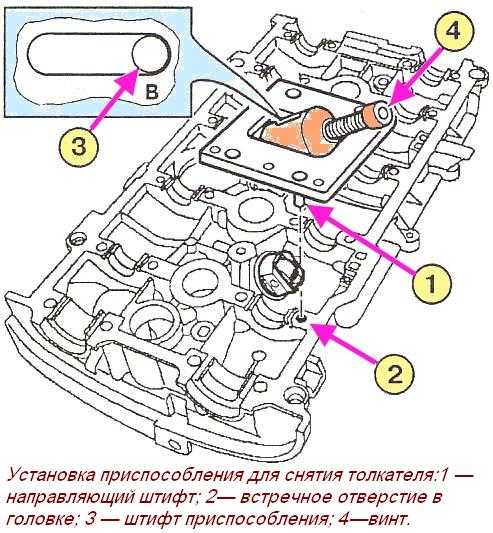
- Снять гидрокомпенсаторы и толкатели (в зависимости от конструкции головки блока). Если предполагается в дальнейшем их использовать, то отметить рабочие места каждого.
- При помощи соответствующего приспособления сжать пружины клапанов и вынуть сухари, тарелки пружины и сами пружины. Положить детали в порядке их демонтажа.
- Снять маслоотражательные колпачки со стержней клапанов (если установлены).
- Перевернуть головку, снять клапаны, отмечая места, на которых они были установлены.
- Сохранять все компоненты, пока не будет точно установлено соответствие размеров всех новых и заменяемых деталей.
Затем следует провести очистку головки блока цилиндров. Сборку нужно проводить в обратном порядке.
Как сделать мотоцикл своими руками

Все самодельные мотоциклы являются уникальными. Не многим любителям байков известно, как сделать мотоцикл своими руками. Для этого нудно приложить множество усилий. Без наличия знаний конструкции каждой модели мототехники и без необходимых материалов невозможно обойтись.
В любом случае за основу во время создания самодельных мотоциклов берутся идеи мастеров, которые уже давно разработали ори8гинальные модели мототехники для различных производителей.
Самодельные мотоциклы представляют собой конструкции, которые по всем своим функциональным качествам не отличаются от мототехники, которую предлагают производители. Для них конструкторы-любители используют запасные части и детали от различных видов мотоциклетной техники. У каждого создателя самодельного мотоцикла есть возможность разработать для себя тот байк, который будет отвечать всем его требованиям.
Самодельные мотоциклы по техническим характеристикам могут быть различными. Они могут быть такими, какие необходимы для любого мотоциклиста. В большинстве случаев конструкторы-любители создают спортивные мотоциклы, мотоциклы для передвижения по дрогам. При этом последние могут быть наделены элементами спортбайков.
Как вытащить двигатель из машины в гараже, не прибегая к помощи автосервиса
На самом деле это не такая сложная процедура, как может показаться на первый взгляд. Главная задача – подобрать приспособления для снятия мотора.
Важно! Двигатель весит несколько сотен килограммов. Его падение может не только нанести материальный ущерб, но и привести к тяжелым травмам.. Перед тем, как поднимать мотор из подкапотного пространства, необходимо провести следующие процедуры:
Перед тем, как поднимать мотор из подкапотного пространства, необходимо провести следующие процедуры:
Перед тем, как поднимать мотор из подкапотного пространства, необходимо провести следующие процедуры:
- Слить все технические жидкости: масло, жидкость ГУР, «тормозуху».
- Освободить систему охлаждения от антифриза.
- Осушить КПП (за исключением случаев, когда вы извлекаете мотор, не снимая коробку).
- Отсоединить все шланги и патрубки топливной, тормозной систем, а также системы смазки и охлаждения.
- По возможности снять навесное оборудование: компрессор кондиционера, генератор, и пр.
- Отсоединить шлейфы электрооборудования, блок управления двигателя, управляющие кабели форсунок, высоковольтные провода катушек зажигания.
- Снять разъемы со всех датчиков мотора. Рекомендуется составить список («по мотивам» инструкции по обслуживанию и ремонту), это поможет не пропустить скрытый разъем.
- В большинстве случаев требуется снять крышку капота.
Если вы планируете вытащить мотор без коробки, необходимо открутить все стягивающие болты и убедиться в том, что после снятия КПП не упадет под автомобиль. То есть нужно позаботиться о временном креплении узла.
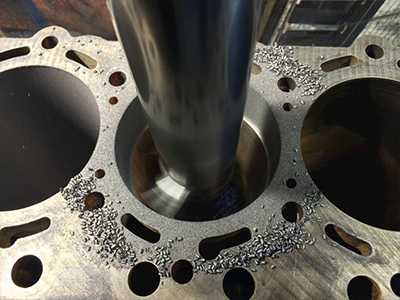
Микротрещина в цилиндре
Признаки такие что и микротрещина в головке, повторятся не
буду, а сразу опешу способ ремонта такого цилиндра. Хорошо если можно визуально
найти такую трещину, это может быть скол в цилиндре, но чаще ее не видать, а
проявляется она когда двигатель работает и нагревается до рабочей температуры. Сталкивался
с микротрещиной, когда двигатель работал долго, и вдруг проявлялась
микротрещина, но где она, неизвестно.
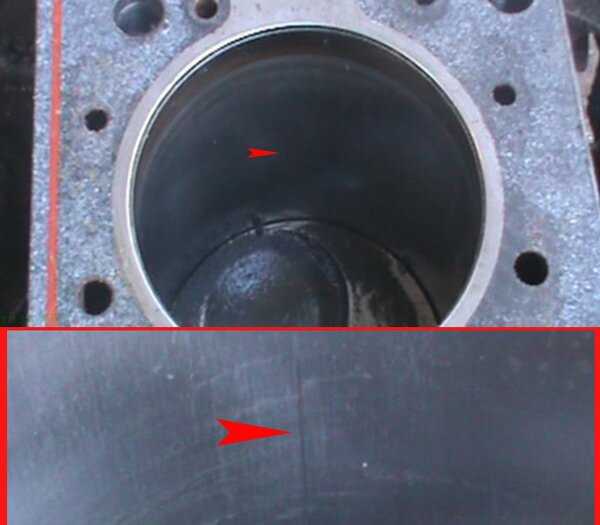
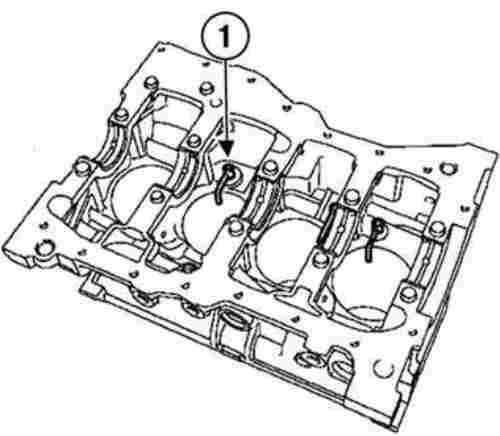
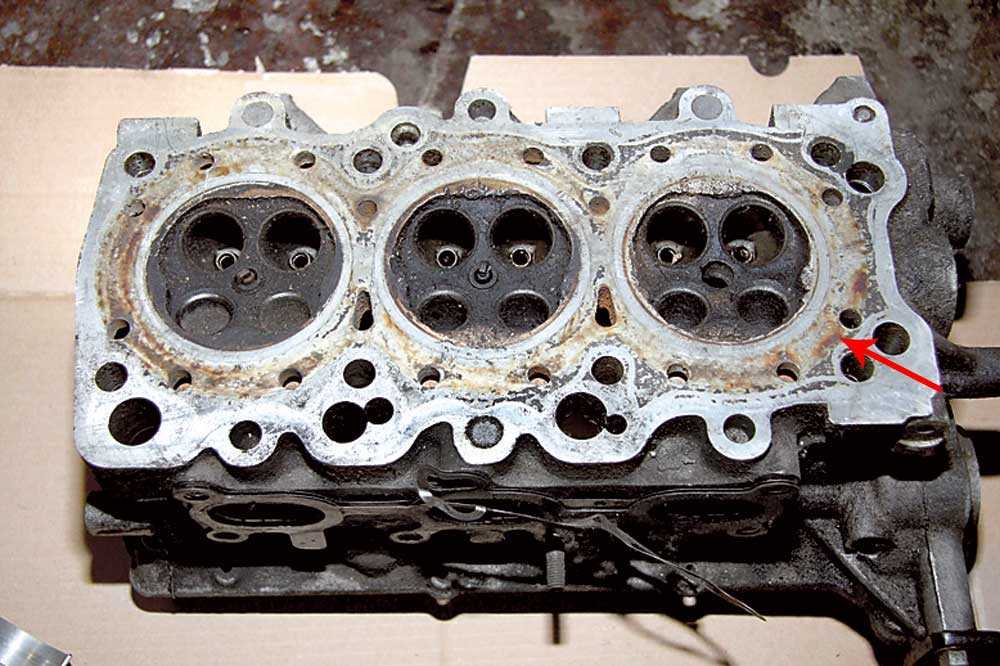
Фото. Трещина в цилиндре, отмечена стрелкой.
На фото видите блок двигателя ВАЗ 2106 с трещиной в цилиндре. А все потому, что этот блок рассчитан под поршни 79мм, его расточили под поршни 82мм. и видать плохо обкатывали, что и привело к этой трещине, признаки были такие, шли постоянные пузыри в расширительный бачек.
Мне попадались несколько машин с расточкой блока ВАЗ 2106 под поршни 82мм. и в принципе нормально работали.
Но не советую этого делать, так как гильза цилиндра становиться очень тонкой, и есть большая возможность образования такой трещины.
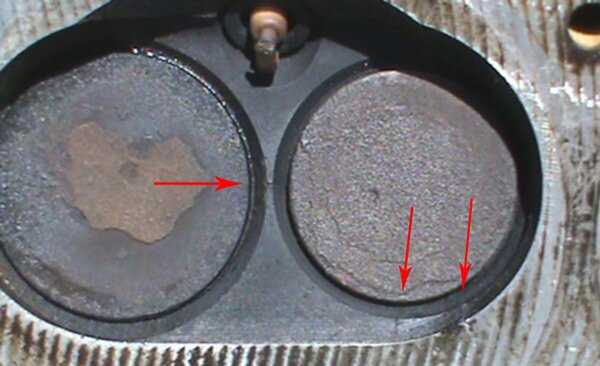
Фото
Головка с тремя трещинами, обратите внимание, эту головку фрезеровали на станке, но такая фрезеровка недопустима, так как остаются очень глубокие неровности, они сразу прожимаются металлической частью прокладки, что способствует быстрому прогоранию прокладки. Головка при фрезеровании должна быть абсолютно гладкая.
Пришлось гильзовать этот блок, и ставить поршни 79мм. двигатель заработал как новый.
Всегда хозяина машины предупреждаю после того как снимаю головку и не нахожу прогара в прокладке и трещины в головке или блоке, что может быть две причины, и даю ему
выбор с чего начнем первого, замены головки или будем гильзовать блок.
Главное
чтобы расточник что растачивает цилиндры и гильзует блок был профессионал
своего дела. Хороший расточник может отлично загильзовать даже явную трещину в
цилиндре. Поэтому сразу предупредите расточника что в каком-то цилиндре
микротрещина, (не знаю тонкости как гильзуют цилиндры) но несколько таких
блоков двигателей после гильзовки ходят уже несколько лет и все нормально.
Обычно хозяин машины выбирает начинать с загильзовки блока, а если не поможет,
тогда конечно придется менять головку.
Знаю одну девяносто девятую, которая ездит с такой микротрещиной,
водитель просто слегка накручивает пробку на расширительный бачек чтобы его не
раздувало, и она не кипит.
В чём причина образования постоянных воздушных пробок в двигателе ВАЗ инжектор?
Это происходит так, завели двигатель, работает нормально, но через какое-то время начинает течь охлаждающая жидкость из под пробки расширительного бачка. Можно подумать что причина в микротрещине в прокладке, головке, или цилиндре двигателя, но пузырей во время прогрева в расширительном бачке нет. Обычно виновата в этом пробка расширительного бачка, в ней не держит давление клапан, стоит ее заменить новой как все прекращается.
Что интересно, видел машины которые ездили даже без пробок в расширительном бачке, но не кипели, а другие начинают закипать и образовывать воздушные пробки из-за плохого клапана в крышке расширительного бачка. Это для меня загадка.
Двигатель в сборе для моделей Power Pet PX-1 и PX-2
Модель №: MA-PX-12V
Рег: 59,99 долл. США
Сегодняшняя цена продажи: $ 48,99
Описание
Полная сборка
Не позволяйте вашему любимому питомцу лишиться свободы дверцы с электроприводом, если ваш мотор в сборе с истекшим сроком гарантии выйдет из строя. Этот новый узел двигателя включает в себя приводной двигатель постоянного тока, предварительно смонтированный с втулками для гашения вибрации на вставном монтажном кронштейне.![]()
Другие товары, которые могут вам понравиться
POWER PET DOOR, самая популярная в мире полностью автоматическая дверь с электроприводом. Размер: средний. Для домашних животных весом до 30 фунтов
Рег.: 479,99 долл. США
Цена сегодня: 399,99 долл. США
ДВЕРЦА ДЛЯ ЛЮБИМЧИКА С МОЩНОСТЬЮ PX-2, самая популярная в мире полностью автоматическая дверь с электроприводом. Размер: большой, для домашних животных до 100 фунтов
Рег.: $539.99
Сегодняшняя цена продажи сегодня: $ 449,99
MS-4 Цифровой водостойкий ультразвуковой воротник для домашних животных
Рег: 49,99
Сегодняшняя продажа: $ 44.![]()
MS-5 Digital Waterproper Extra-Rugged ultraSON
Рег: 55,99 долл. США
Сегодняшняя цена продажи сегодня: 49,99 долл. США
RX-10 Регулируемая электронная собачья забора Ультра-воротник
Рег: 99,99 долл. США
Продажа сегодня: долл. США 89,99
.0038 МОДЕЛЬ B3V1A БАТАРЕЯ 12-PK ДЛЯ ЦИФРОВЫХ УЛЬТРАЗВУКОВЫХ ОШЕЙНИКОВ MS-4 И MS-5
Рег.: $83,99
Цена сегодня: $74,99
MS-4 MS-DI-4-P БАТАРЕЯ 6-PK Ultrasonic Pet Callars
Рег: 43,00 долл. США
Сегодняшняя цена продажи сегодня: $ 39,99
B3V1A-2P Батарея 2-пк. Пользовательский литий батарея 2 упаковки-для MS-4 и MS-5 Ultrasonic Collars
Reg: 15,49
Рег: 15,49
Сегодняшняя цена продажи: $ 13,99
Модель WA-1 Средний пластиковый настенный туннель для PX-1
Рег: 35,99 долл.
Сегодняшняя цена продажи: $ 32,99
Модель WA-2 Большой пластиковый стеновой туннель для PX-2
Рег: $ 0,01
Today’s Sale Price: $0.01
CRG-12V BATTERY CHARGER KIT — For Power Pet Doors
Reg: $75.99
Today’s Sale Price: $59.99
AC Adapter for Power Pet Doors
Reg: $39.99
Сегодняшняя цена продажи: $35,99
Назначение расточки блока цилиндров
Расточка выполняется при обнаружении износа. Степень изношенности оценивается по специальной системе, учитывающей два размерных параметра детали:
- изменение первоначальных размеров на 0,05 мм в верхней мертвой точке верхнего поршневого кольца (не самого кольца);
- изменение размера на 0,03 мм в точке контакта юбки поршня и стенки цилиндра.
При обнаружении изменения параметров до данных величин требуется срочный ремонт. Осложнить ситуацию может появление дефекта в виде ступеньки в верхней части цилиндра. Такой дефект приводит к тому, что из-за этих ступеней поршневые кольца и посадочные места под поршневые кольца разбиваются. Из-за этого возникает вибрация при работе двигателя, чувствуются ощутимые удары. Идеального прилегания поршневых колец к стенкам цилиндра достичь невозможно из-за возникшей эллипсности.

Подобный дефект в виде неплотного прилегания приводит к тому, что выхлопные газы вырываются из цилиндра в картер. В двигателе нарушается компрессия и двигатель начинает «жрать» масло. Под воздействием постоянных ударов кольца могут развалиться на мелкие части, которые поцарапают стенки цилиндра. В таких случаях исправить ситуацию не поможет ни расточка, ни капитальный ремонт мотора.
Восстановление геометрии цилиндра и нормального положения сопряженных деталей по отношению друг к другу позволяет выполнение расточки блока
При этом важно помнить, что недостаточно добиться правильной геометрии цилиндра. Требуется восстановить правильную соосность и оптимальное расположение всех деталей, в противном случае цилиндры в процессе работы двигателя будут разбиваться.
Отсутствие соосности приводит к возникновению напряжения и появлению избыточного трения. Зависимые узлы, относящиеся к поршневой группе, будут также разрушаться. Возникающие в процессе работы ДВС дополнительные нагрузки на движущиеся элементы приводят к появлению трещин, изгибов, деформации.
Расточку блока цилиндров также выполняют для увеличения объема. Операцию по расточке производят, если это позволяют стенки цилиндров. Затем устанавливают поршни большего диаметра, способные засасывать больший объем воздушно-топливной смеси. Например, объем смеси поршнем диаметром 79,8 мм значительно уступает объему, который может засосать поршнем диаметром 82 мм. Увеличивается объем сгораемого топлива, повышается давление воспламененной смеси на поршень, что дает увеличение мощности.
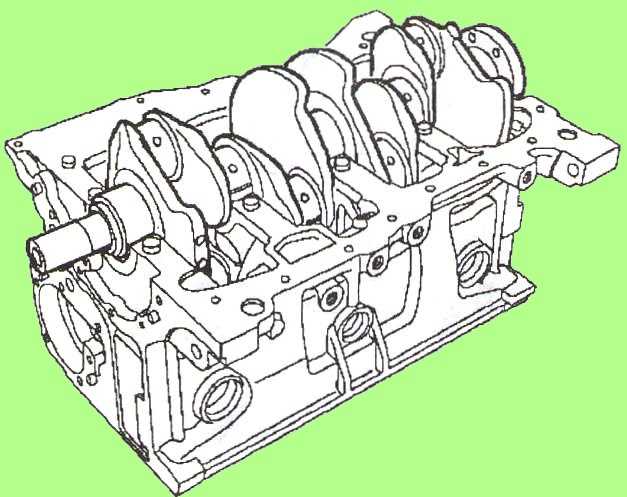
Коробление верхней поверхности блока цилиндров. Зазор между поршнем и цилиндром
Двигатели Nissan — Механическая часть двигателя
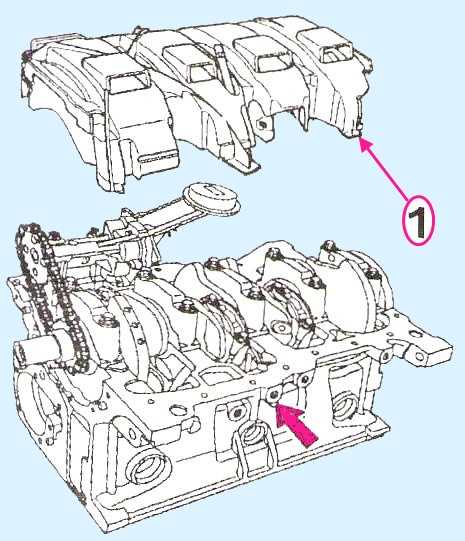
• Удалите с контактной поверхности блока цилиндров следы герметика,’ старой прокладки, масла, нагара и т.д..
Внимание:
Не допускайте попадания остатков герметика в масляные и водяные каналы.
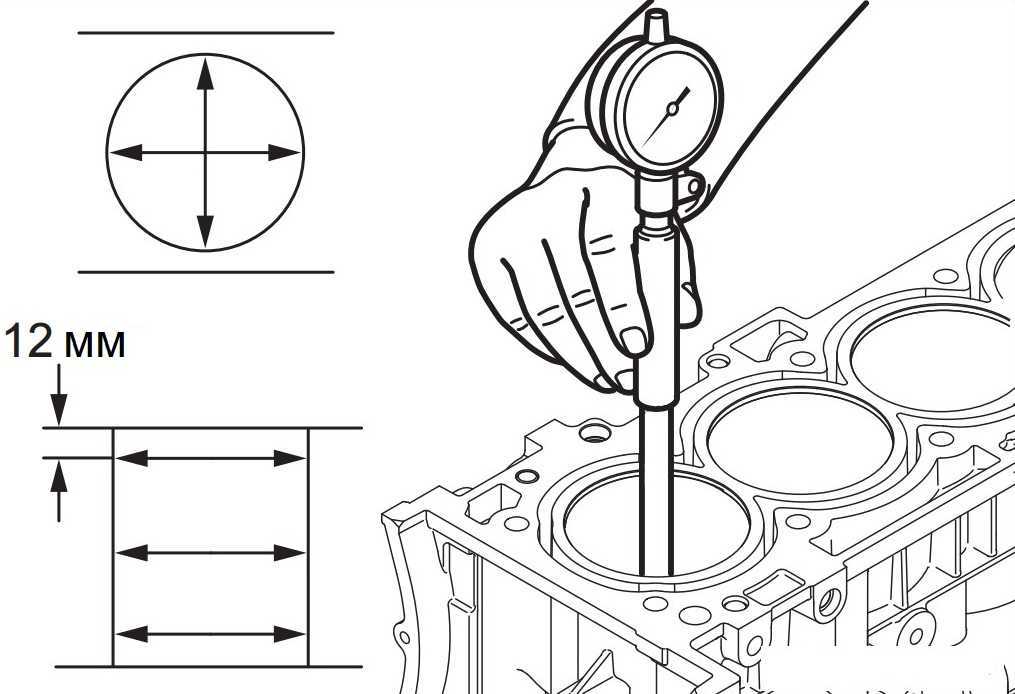
• Проверьте коробление контактной поверхности блока цилиндров в нескольких точках в 6 различных направлениях.
Предельное коробление: 0,1 мм
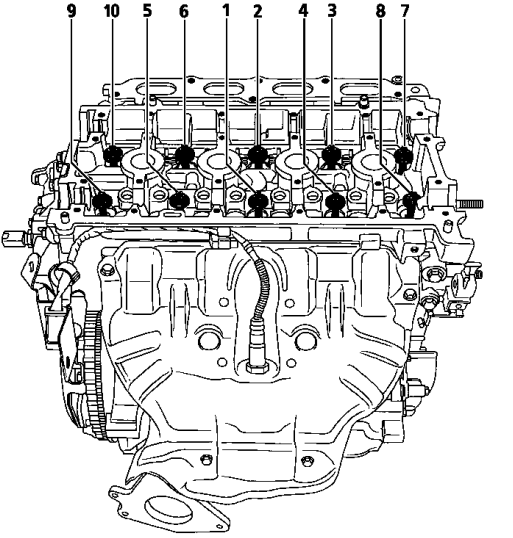
• Установите крышки коренных подшипников без подшипников и затяните крепежные болты с требуемым усилием.
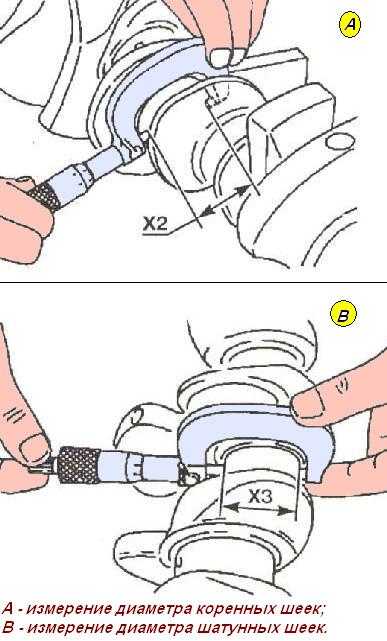
• При помощи нутромера измерьте внутренний диаметр корпуса коренного подшипника.
Стандартный диаметр:
53,644-53,668 мм
• Если диаметр отличается от нормы, замените блок цилиндров и крышки коренных подшипников.
Внутренний диаметр цилиндра
• При помощи нутромера проверьте каждый цилиндр на износ, овальность и конусность в 6 различных положениях по осям X и Y в точках А, В и С (верх, центр и низ).
Стандартный внутренний диаметр цилиндра, мм
|
QD13DE |
71,000-71,030 |
|
QG15DE QG15DE (L/B) |
73,600-73,630 |
|
QG18DE, DE(L/B), DD |
80,000-80,030 |
|
Предельный износ |
0,2 |
|
Предельная овальность разница между X, Y) |
0,015 |
|
Предельная конусность (разница между А и С) |
0,01 |
• Если измеренные значения превышают указанные величины или если на внутренних стенках цилиндра имеются задиры или обгоревшие места, выполните хонингование или расточку.
• Имеются поршни увеличенного ремонтного размера (на 0,25 и 0,5 мм). При использовании поршня увеличенного ремонтного размера выполните хонингование так, чтобы зазор между поршнем и стенкой цилиндра соответствовал норме. Кроме этого используйте поршневые кольца увеличенного ремонтного размера, соответствующие поршню ремонтного размера.
Наружный диаметр поршня
• При помощи микрометра измерьте наружный диаметр поршня.
QG13DE
Точка измерения: на расстоянии 47 мм вниз от днища поршня Стандартный диаметр:
70.975-71,005 мм
QG15DE, OG15DE (L/B)
Точка измерения: на расстоянии 43,5 мм вниз от днища поршня Стандартный диаметр: 73,575-73,605 мм
QG18DE, DE (L/B), DD Точка измерения: на расстоянии 45,1 мм вниз от днища поршня Стандартный диаметр:
79.975-80,005 мм
• На двигателе QG18DD измерение проводится на расстоянии 45,1 мм вниз от днища поршня.
QG18DD
Вычисление зазора между поршнем и стенкой цилиндра
Сделайте вычисления на основе значений наружного диаметра юбки поршня и внутреннего диаметра цилиндра (ось X, точка В).
(Зазор) = (Диаметр цилиндра) — (Наружный диаметр юбки поршня) Стандартный зазор: 0,015-0,045 мм
• Если зазор превышает номинал, замените поршень и поршневой палец в сборе.
Метки: блок, блок цилиндров, болт, герметик, зазор, измерение, износ, контакт, корпус, ось, подшипник, поршень, провод, пуск, ремонт, цилиндр
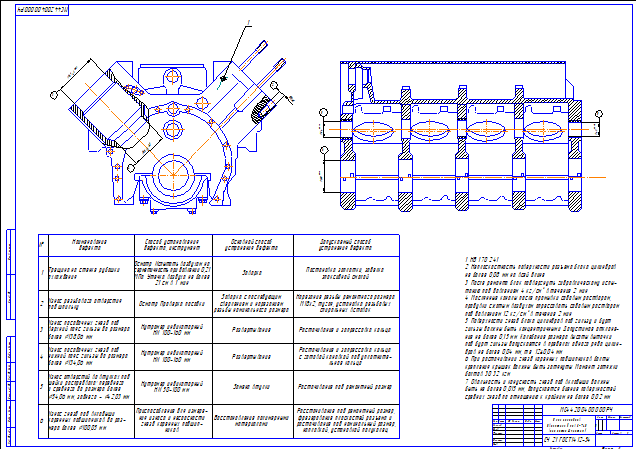
Технические данные
|
Наименование |
Значение |
|
Общие данные |
|
|
Тип |
Рядный, с верхним расположением двух распределительных валов |
|
Количество цилиндров |
А |
|
Диаметр цилиндра, мм |
77 |
|
Ход поршня, мм |
|
|
-двигатель 1,4 л |
74.49 |
|
двигатель 1.6 л |
as.44 |
|
Рабочий объем, см3 |
|
|
-двигатель 1,4 л |
5396 |
|
— двигатель 1,6 л |
1591 |
|
С геленьосчтмя |
UX5:1 |
|
Порядок работы цилиндров |
1-3-4-2 |
|
Фазы газораспределения |
|
|
Двигатель 1,4 л |
|
|
-впускные клапаны, * |
|
|
— открытие |
12 после ВМТ/ 38 до ВМТ |
|
— закрытие |
49 после НМ’1 / 1 до НМТ |
|
— выпускные клапаны. * |
|
|
— открытие |
40до НМТ |
|
— закрытие |
3 после ВМТ |
|
Двигатель J .6 л |
|
|
— впускные клапаны. * |
|
|
-открытие |
10 после ВМТ/ |
|
‘ — закрытие |
63 после НМТ/ • 13 после НМТ |
|
-открытие |
40 до НМТ |
|
-закрытие |
3 после ВМТ |
|
Головка цилиндров |
|
|
Отклонение плоскостности привал очно.й поверх мог.ти блока цилиндров, мм |
0.05 |
|
Наименование |
Значение |
|
f i ШУШпШМЖШШИг1 |
|
|
номинальный |
10,000-10,018 |
|
— увеличенный на 0,25 мм |
10,250-10,268 I |
|
Распределительный вал |
|
|
— впускных клапанов |
НННН1 |
|
-двигатель 1,6 л |
|
|
— двигатель 1,4 л |
|
|
Диаметр шеек подшипников, мм |
22,964-22,980 |
|
Осевой люфт, мм |
0,10-0,20 |
|
шшшшш |
|
|
ШШВШЗХЭ^Н |
|
|
— впускного |
5,465-5,480 |
|
Угол рабочей фаски.’ |
45,25-45,75 |
|
— впускного |
1.1 | |
|
1.26 |
|
|
Зазор между стержнем и направляющей клапана, мм |
|
|
ШЮШшЯ |
|
|
— выпускного |
0,030-0.054 (max 0,15) |
|
Наименование |
Значение |
|
Направляющие втулки клапанов |
|
|
Длина, мм |
|
|
— впускного клапана |
40.3-40,7 |
|
— выпускного клапана |
40,3-40,7 |
|
Пружины клапанов |
|
|
Длина пружины клапана в свободном состоянии, мм |
44 |
|
Отклонение оси пружины клапана от вертикального положения. |
Не более 1.5 |
|
Блок цилиндров |
|
|
Дивметр цилиндра, мм |
77.00-77,03 |
|
Отклонение плоскостности привапочной поверхности блока цилиндров, мм |
Не более 0.05/ не более 0,02 на площ. 100×100м& |
|
Поршни |
|
|
Диаметр поршня, мм |
76,97-77,00 |
|
Зазор между поршнем и с «емкой цилиндра, мм |
0.020-0,040 |
|
Ширина канавок для поршневых колец, мм |
|
|
— компрессионного кольца № 1 |
1,22-1,2м |
|
— компрессионного кольца №2 |
1.22-1,24 |
|
— маспосьеммого кольца • . ‘ |
|
|
Поршневые кольца |
|
|
Боковой зазор поршневых колец, мм |
|
|
— компрессионное кольцо №1 |
0.03-0.07 (тахО.Ю) |
|
— компрессионное кольцо №2 |
0,03-0,07 |
|
— маслосъемное кольцо |
0.06-0.15 (тах0,2) |
|
Зазор в замках поршневых колец, мм |
|
|
— компрессионное кольцо № 1 |
0,14-0,28 (max 0,30) |
|
-.омо^ирн^к^ьцоМЙ |
0 30 0.45 |
|
— маслосъемное кольцо |
0,2-0,7 (тах0,8) |
|
Поршнеаые пальцы |
|
|
Наружный диаметр, мм |
18,001 18.006 |
|
внутренний диамофотверегйя/уга мор- |
|
|
Зазор поршневого пальца, мм |
0,010-0,020 |
|
Внутренний диаметр отоерстия в верх- |
17.974-17.985 |
|
Усилие запрессовки поршневого пальиз. кг |
500-1500 |
|
Шатуны |
|
|
Внутренний диаметр отверстия в нижней головке шатуна, мм |
45,000-45.015 |
|
Зазор вкладыша шатунного подшипника. |
0.018-0,036 (max0,060) |
|
Боковой люфт нижней головки шатуна, мм |
0.10-0,25 (max 0,35) |



|
Наименование Значение |
|
|
ШЗЕЗЯШЯШШШШШ^^^^Ш |
|
|
Зазор вкладыша коренного подшипника, мм |
0.021-0,042 {max 0,05) |
|
‘ ‘ — ‘ — . |
|
|
Моторное масло |
|
|
Объем без масляного фильтра, л |
3.0 |
|
Вязкость и классификация |
5W-20 (SL/GF-3) |
|
Объем, л |
5.5-5,8 |
|
Температура начала открытия, ‘С |
82±1.5 |
|
Крышка радиатора |
|
|
Давление открытия вакуумного клапана, кРа |
max 6.86 |
|
Тип |
Терморезистор |
|
— при темпера type 20*С |
2,45±0,14 |
|
Моменты затяжки резьбовых соединений, Н*м |
|
|
Болты крепления крышек двигателя |
7,8-11,8 |
|
Болты крепления нижних защип«.ых кожухов моторного отсека |
8,8-10,8 |
|
Гайка крепления провода «массы» |
9,8-11,8 |
|
Болты крепления блока реле и предохранителей |
9,8-11,8 |
|
!;иш1ерej, • |
|
|
Гайки и болты крепления подмоторной рамы |
|
|
Болт крепления натяжителя цепи привода газораспределительного механизма |
|
Болт крепления гидравлического механизма натяжения цепи привода газораспределительного механизма |
9.8-11.8 |
|
1 Болты крепления крышки головки цилиндров |
|
|
— 2-й этап |
7.5-9,8 |
|
| Болты крепления водяного насоса |
9,8-11,8 |
|
| Болты крепления кронштейна генератора |
19,6-26,5 |
|
-болтМ12 |
19,6-26,5 |
|
Болты крепления термозащитного кожуха выпускного коллектора |
|
|
Болты крепления крышки термозащитного кожуха выпускного коллектора |
|
Болты крепления крышек подшипников распределительных валов: |
|
|
-боты Мб |
11,8-13,7 |
|
— болты М8 |
J 8.6-22.6 |
|
Болты крепления головки цилиндров: |
|
|
— 1-й этап |
17,7-21.6 |
|
-2-й этап |
довернитена уголЭ0±5′ |
|
— 3-й этап |
доверните на угол 100±5′ |
|
Болты крепления крышек шатунов: |
|
|
— 1-й этап |
17,7-21.6 |
|
-2-й этап |
доверни юна угол 88-92′ |
|
Болты крепления крышек коренных подшипников коленчатого вала: |
|
|
— 1-й этап |
17.7-21,6 |
|
— 2-й этап |
доверните на угол 88-92″ |
|
Пробка слива моторного масла |
34^-44.1 |
Дефекты деталей клапанного механизма
После визуального осмотра и описанных выше проверок ГБЦ для диагностики неисправностей клапанного механизма контролируется диаметр отверстий и высота направляющих втулок, биение торцевой стороны тарелки клапанов, высота установленных клапанов, высота стержня клапанов.
Наиболее частые дефекты клапанов (их вероятные причины):
- дефекты опорной поверхности (слишком большое прижимное усилие пружины клапана, превышение максимально допустимой частоты вращения коленчатого вала, перегрев двигателя, применение деталей из материалов, не совместимых с неэтилированным бензином);
- образование «чашки» на головке клапана (перегрев двигателя наряду с чрезмерно сильным прижимным усилием пружины клапана или высокой скоростью посадки головки клапана в седло);
- заклинивание стержня в направляющей клапана (слишком малый зазор между стержнем клапана и направляющей втулкой; чрезмерное загрязнение масла; перегрев двигателя; неправильная настройка выпускного клапана);
- поломка стержня клапана (сильный износ направляющей и, как следствие, неравномерная посадка клапана в седле; чрезмерный износ направляющей втулки приводит также к повышенному расходу масла, росту объема вредных эмиссий, что увеличивает опасность повреждения седла);
- механическое повреждение (контакт с поршнем или другим компонентом клапанного механизма; слишком большое прижимное усилие пружины клапана; сильный износ направляющей втулки);
- облом торца клапана (неправильная настройка клапанного механизма в результате установки изношенных сухарей и других компонентов);
- нагар на головке клапана (слишком раннее зажигание, попадание масла в камеру сгорания).
Со временем в процессе эксплуатации материал клапана вырабатывается, в результате изменяется геометрическая форма детали, что приводит к различным нарушениям нормальной работы клапанного механизма. Последствия незначительного износа устраняют шлифованием клапана. Сильно изношенную деталь заменяют.



При осмотре пружин клапанов проверяются следующие параметры:
- отклонение от перпендикулярности (не должно превышать 1,0 мм на каждые 25, 4 мм. длины пружины);
- максимальное отклонение свободной длины пружин в наборе (не должно превышать 1,5 мм).
Пружины клапанов не должны иметь повреждений, следов коррозии, обрыва или общих признаков износа. Притертые концы пружины указывают на работу с вибрацией или вращением в результате ее малой длины или недостаточной жесткости. Такую пружину следует заменить.
Наиболее частые дефекты седел клапанов — отклонение от определенных заводом-изготовителем величин углов и ширины кромок. От этих параметров, в первую очередь, зависят угол посадки, площадь контакта и, в конечном итоге, плотность прилегания головки клапана. Направляющая втулка клапана напрямую влияет на точность посадки головки клапана в седле.
Обязательным условием эффективной работы клапанной системы является обеспечение концентричности (соосности) четырех ее элементов — головки и стержня клапана, седла и направляющей втулки.